- 2021-05-10 发布 |
- 37.5 KB |
- 80页

申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
QC十四大手法+G8D
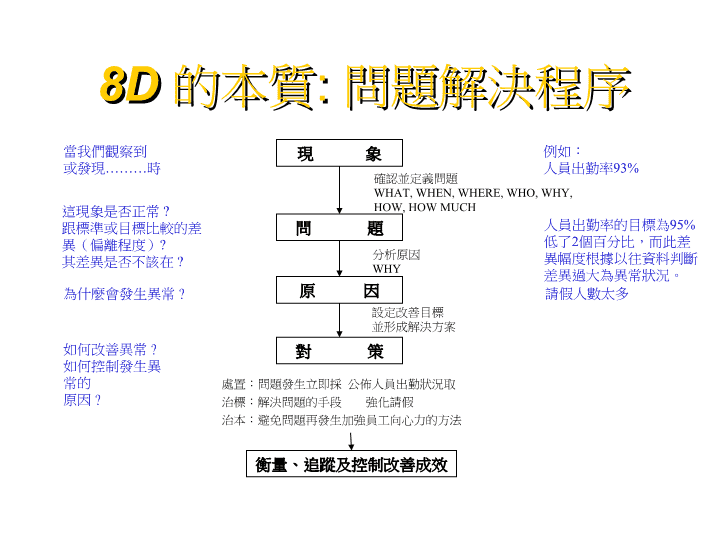
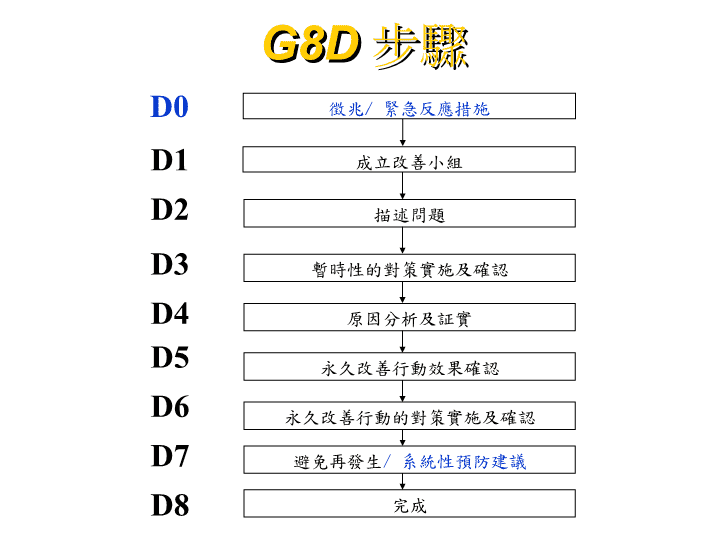
Page 1 of 110 8D : 8 DISCIPLINES 8D: 8 Discplines of Problem Solving 解決問題的 8 個步驟 8D 是解決問題一種工具,通常是客戶所抱怨的問題要求公司分析,並提出永久解決及改善的方法 比改善行動報告 (Corrective Action Report) 更加地嚴謹 8D 的本質 : 問題解決程序 對 策 衡量、追蹤及控制改善成效 例如: 人員出勤率 93% 現 象 問 題 原 因 當我們觀察到 或發現 ……… 時 確認並定義問題 WHAT, WHEN, WHERE, WHO, WHY, HOW, HOW MUCH 這現象是否正常 跟標準或目標比較的差 異(偏離程度) 其差異是否不該在 人員出勤率的目標為 95% 低了 2 個百分比,而此差異幅度根據以往資料判斷差異過大為異常狀況。 請假人數太多 為什麼會發生異常 ? 設定改善目標 並形成解決方案 如何改善異常 ? 如何控制發生異常的 原因 ? 處置:問題發生立即採 公佈人員出勤狀況取的措施 分析原因 WHY 治標:解決問題的手段 強化請假管制 治本:避免問題再發生加強員工向心力的方法 G8D 步驟 成立改善小組 暫時性的對策實施及確認 描述問題 D1 D2 D3 原因分析及証實 D4 D5 永久改善行動效果確認 D6 永久改善行動的對策實施及確認 D7 避免再發生 / 系統性預防建議 D8 完成 徵兆 / 緊急反應措施 D0 G8D Additional Portions 成立改善小組 暫時性的對策實施及確認 描述問題 D1 D2 D3 原因分析及証實 D4 D5 永久改善行動效果確認 D6 永久改善行動的對策實施及確認 D7 避免再發生 / 系統性預防建議 D8 完成 徵兆 / 緊急反應措施 D0 % Effective % Contribution % Effective Validation % Effective Page 5 of 110 掌握“問題”之要領 1) 什麼是“問題” ? 問題是 實際與理想之間的差距 ( Gap ). 2) 什麼是問題的型態 ? 1. 異常性問題 ( s 太大 ) 2. 結構性問題 (Xbar 太低 ) 3) 如何發掘問題 ? 把問題視作一座冰山 ( 使用工具 : 5 Why, 親和圖法 , 關連圖法 ..) 先提昇製程水準 ( X bar ) 還是降低異常 ( s ) Page 7 of 110 變異很小 , 但卻不準確 Page 8 of 110 準確 , 但變異卻很大 0 10 20 30 40 50 60 Cpk=0.816 Cpk=0.852 -6 4 14 24 34 44 54 64 74 Cpk=0.852 -6 4 14 24 34 44 54 64 74 Cpk=1.694 -5 5 15 25 35 45 55 65 把問題想像成一座冰山 現在 看得到的 , 可感覺 , 可測量 問題 緊急處理 一次因 ( 近因 ) 治標對策 ( 暫時 ) n 次因 ( 遠因 ) 治本對策 ( 永久 ) 真因 真因 真因 真因 真因 why why why why why 過去 現象 Page 12 of 110 5 Why 1H 工具 豐田生產方式 : “ 反覆提出五次為什麼” 垂直式思考 , 針對問題一層又一層地深入 通常第一個答案不會是真正的答案 5 Why 可以找出真正的原因 找原因用 5Why+ 想方法用 1How 簡單的案子可能 4W,3W 或 2W 即找出 root cause, 但複雜的或許要 5 Why, 6 Why, 7 Why … 最後要加 1H,How to fix it. 5 Why 範例 : 為何停機 問 1: 為什麼機器停了 ? 答 1: 因為機器超載 , 保險絲燒斷了 5 Why 範例 : 為何停機 問 1: 為什麼機器停了 ? 問 2: 為什麼機器會超載 ? 答 1: 因為機器超載 , 保險絲燒斷了 答 2: 因為軸承的潤滑不足 5 Why 範例 : 為何停機 問 1: 為什麼機器停了 ? 問 2: 為什麼機器會超載 ? 問 3: 為什麼軸承會潤滑不足 ? 答 1: 因為機器超載 , 保險絲燒斷了 答 2: 因為軸承的潤滑不足 答 3: 因為潤滑幫浦失靈了 5 Why 範例 : 為何停機 問 1: 為什麼機器停了 ? 問 2: 為什麼機器會超載 ? 問 3: 為什麼軸承會潤滑不足 ? 問 4: 為什麼潤滑幫浦會失靈 ? 答 1: 因為機器超載 , 保險絲燒斷了 答 2: 因為軸承的潤滑不足 答 3: 因為潤滑幫浦失靈了 答 4: 因為幫浦的輪軸耗損了 5 Why 範例 : 為何停機 問 1: 為什麼機器停了 ? 問 2: 為什麼機器會超載 ? 問 3: 為什麼軸承會潤滑不足 ? 問 4: 為什麼潤滑幫浦會失靈 ? 問 5: 為什麼潤滑幫浦的輪軸會耗損 ? 答 1: 因為機器超載 , 保險絲燒斷了 答 2: 因為軸承的潤滑不足 答 3: 因為潤滑幫浦失靈了 答 4: 因為幫浦的輪軸耗損了 答 5: 因為雜質跑到裡面去了 Page 18 of 110 5 Why 的分佈層次 現在 看得到的 , 可感覺 , 可測量 問題 緊急處理 一次因 ( 近因 ) 治標對策 ( 暫時 ) n 次因 ( 遠因 ) 治本對策 ( 永久 ) 真因 真因 真因 真因 真因 why why why why why 過去 現象 改善行動 防呆設計 為什麼機器停了 ? 為什麼機器會超載 ? 為什麼軸承會潤滑不足 ? 為什麼潤滑幫浦會失靈 ? 為什麼潤滑幫浦的 輪軸會耗損 ? 5 Why & 關連圖 ON HOLD LOT 太多 工程師未 作處置 Hold Yield 太高不合理 客戶 Release good Hold reject 待客戶 新程式 客戶一直 未回覆 客戶要求作 工程分析 工程師太忙 沒時間處理 PC/MFG 滿載 排不上線測試 工程師待 客戶指示 產品待重測 L/B,P/C,Tester Hander 問題 工程師出差 受訓或請假 工程師不知 有 Hold Lot 工程師忘記 有 Hold Lot 工程師未 被通知 系統通知到 別的工程師 平面度不佳關聯圖解析 平面度 良率不佳 人員疏失 設備問題 方法缺失 BUY OFF 檢 查動作不確實 職前訓練 不足 疏忽 規格認識 不夠 Loading 過多 加班 精神不佳 模具異常 產品定位 不良 機台操作 不熟悉 材料問題 TRAY 設計不良 QA 未執行 分散抽樣 打帶動作 不確實 工作 不專心 熬夜 磨損 Rework產品 未確實 check PDCA 的介紹 Page 22 of 110 QUALITY CONSCIOUSNESS .The PDCA cycle is a series of activities pursued for improvement ACTION PLAN CHECK DO 何謂管理 ? Page 23 of 110 P-D-C-A 企劃 Plan - 實行 Do - 檢核 Check - 行動 Action 是課題達成型 QC 改善歷程 是一種對新的作業標準不斷挑戰 , 修正 , 並以更新的標準替代的過程 運用 PDCA 改善前 , 應以 SDCA 來做標準化 四個步驟是一體的 , 連續的 . 由相同人或單位所負責 , 否則常會導致無法銜接 改善行動要有“有效性”驗証 Page 24 of 110 7. 效果維持 8. 反省及今後計劃 6. 效果確認 3. 方策擬定 2. 課題明確化與目標設定 1. 主題選定 4. 最適策追究 5. 最適策實施 P 管理人員 D 作業人員 A 管理人員 C 檢驗人員 PDCA 循環輪 Page 25 of 110 C-A-P-D-C-A 檢視現狀 - 再對策 - 企劃 - 實行 - 檢核 - 行動 是問題解決型 QC 改善歷程 注重在已發生問題的處理 在 PDCA 循環注重在 Do, 故 Do 的內部尚有小型的 PDCA 循環 , 直到問題改善為止 小規模的改進 , 非大刀闊斧的改革 Page 26 of 110 3. 要因解析 2. 現況的把握 1. 主題選定 6. 效果確認 5. 對策實施 4. 對策擬定 8 . 反省及今後計劃 7. 效果維持 P Plan D A Action C Check CA-PDCA 循環輪 A C P D Page 27 of 110 S-D-C-A 標準化 Standardization - 實行 - 檢核 - 行動 所有製程在開始運作時都會不穩定 , 在這個階段 , 穩定製程使產量固定是很重要的 待標準建立了並且穩定了 , PDCA 則是用來改變製程提昇水準 . 但是一旦製程一改變 , 又會馬上變得不穩定 , 需要以 SDCA 加以穩定化 Page 28 of 110 A C P D A C P D A C S D A C S D 屬於兵力的維持 ( 將製程穩定化 ) 屬於兵力的提昇 ( 提昇製程的能力 ) PDCA 與 SDCA Page 29 of 110 A C P D A C S D PDCA , CA-PDCA 與 SDCA 列出問題點 GAP Analysis A C P D (-) (+) Page 30 of 110 1. 主題選定 PDCA 活動計劃的製作 CA-PDCA 活動計劃的製作 2. 現況把握 2. 課題明確化 3. 方策擬定 3. 要因分析 6. 效果確認 5. 最適策實施 4. 最適策追究 7. 效果維持 5. 對策實施 4. 對策擬定 8. 反省及今後計劃 適用 何種 QC STORY 的判定 PDCA 與 CA-PDCA 實施步驟 Page 31 of 110 1. 主題選定 PDCA 活動計劃的製作 CA-PDCA 活動計劃的製作 2. 現況把握 2. 課題明確化 3. 方策擬定 3. 要因分析 6. 效果確認 5. 最適策實施 4. 最適策追究 7. 效果維持 5. 對策實施 4. 對策擬定 8. 反省及今後計劃 適用 何種 QC STORY 的判定 PDCA 與 CA-PDCA 實施步驟 最適策 . 由 Plan 開始即多角度去尋求解決問題的對策 , 與 CA-PDCA 的邊尋找對策處理問題有所不同 Page 32 of 110 解決問題的 QC Story 種類 1. 課題達成型 QC Story: 著重 PDCA 2. 問題解決型 QC Story: 著重 CA-PDCA 3.8D 及異常一覽表 : 著重在於預防再發 Page 33 of 110 改善範例 目標 =100 元 -20 元 -10 元 Page 34 of 110 兩種不同類型的良率損失 異常良率損失 Excursions : 良率損失的獨立跳昇,由突然且嚴重的良率損失所引起,影響範圍導致特別低良率的有限批數 水準不足良率損失 Chronics : 良率水準不足。發生眾多批數,其良率相對低於水準內的良率。 不良率的 p-Chart 趨勢圖 Sigma Rule 異常的定義 99.73% 0.27%/2= 0.135% 0.27%/2= 0.135% Page 38 of 110 Excursions 對整體良率的影響 未去除 Excursions 的良率 % 移除 Excursions 的良率 % 相差多少 ppm LQFP 14x20 99.8903 QFP 28x28 99.8363 99.8971 68 99.8393 30 Excursions 的偵測 公司並非以 SPC 偵測出 Excursions, 請問公司以何機制得知 Excursions. Page 40 of 110 如何管理異常良率 有效管理異常可以 將干擾降低 提昇 Xbar 水準 (幫助不大, 因為屬於少數 ) 暫時管制措施是重要的 第一件事就是將產品 “ Hold” 再來才是解決問題 , 預防問題的再發 異常管理 三現 : 現時 , 現地 , 現物 以 Problem 7 Steps 來解決及預防問題 SDCA Page 41 of 110 D0 : Symptom(s) Symptom(s) 徵兆 將客戶端所發生抱怨的徵兆加以定性及定量化 針對此徵兆決定是否使用 G8D 及 G8D 應該處理及預防的範疇 用以確認 Symptom(s) 的工具圖表 Trend Charts/ Pareto Page 42 of 110 D0 : Emergency Response Action Emergency Response Action (ERA) 緊急反應措施 為何要有 D0 Symptoms? 指客戶端的產品的緊急處理方式 , 除了重大異常以外 , 通常都是 N/A 產品緊急處理方式通常是 Hold 或退回製造廠處理 Page 43 of 110 D0 與 D3 的比較 成 品 半 成 品 Compaq VIA ASEK 問題描述 : D0: 徵兆 ( 產品不良現象 ) D2: 問題描述 緊急對策 : D0: 緊急反應措施 D3: 暫時管制措施 Page 44 of 110 D1 : ESTABLISH THE TEAM ( 成立小組 ) 1. 讓客戶認為我們非常地重視他們所反應的問題 2. 強制組合不同部門的相關人員以有效解決客戶所反應的問題 3.G8D 要求要有成員的職稱及聯絡分機 4. 所有成員共同承擔責任及後果 , 但不要單兵作業 , 也不要寫 Paperwork Page 45 of 110 成員包括 : ● 最高指導員 (CHAMPION) 一般為主管階層 , 對小組的進度有 監督 , 支援及決策決定權力 . ● 指導員 (LEADER)- 負責協調 , 活動進行的引導 , 彙整小組的意見及決策並呈報 , 儘量不要深入某部份細節 , 以免迷失方向 . ● 一般成員 (MEMBERS)- 各部門相關人員 , 對被指定的工作有義務提出相關的結果及提供意見 ,( 例 :P.E, Q.A, M.E, MFG … 等相關人員 ) 小組人數以 4-10 人為佳 . Page 46 of 110 Define a Problem 處理問題最重要的 ? 不是馬上處理問題 而是認清楚問題本身是不是問題 ? 看清楚問題的本質是什麼 ? ( 異常與結構 ) 分清楚什麼是現象 ? 什麼是真因 ? ( 冰山 ) 這兩者之間有何差別 ? Page 47 of 110 認清是 結構 問題或者是 異常 結構 抱怨正方形的房屋為何不是圓的 三班作業都會發生的問題 異常 在不良水平突然跳躍起來的那一點 只有某一班會發生 , 某一人有問題 因為兩者解決問題的手法不一樣 ? Page 48 of 110 D2 :DESCRIBE THE PROBLEM G8D 要求要有 Problem Statement. 以真實 , 可計算的數據詳細描述問題 . WHAT( 事 , 物 ): 發生問題的事及物 . WHERE( 地 ): 事物發生的地點 ( 第一次發生 , 其他發生地點 , 持續發生的地點 ). 事物本身發生問題的區域 ( 裏面 , 外面 , 上面或下面 … ) Page 49 of 110 WHEN( 時 ): 第一次發生及隨後再出現的時間 . WHO( 誰 ): 發現部門或人員 How Big/ How Much: 問題發生的影響程度 . 例 : 尺寸 , 數目 , MAGNITUDE 比例 , 趨勢 , YIELD LOSS … Page 50 of 110 D3 , D5 , D7 對應到 真因層次 現在 看得到的 , 可感覺 , 可測量 問題 緊急處理 一次因 ( 近因 ) 治標對策 ( 暫時 ) n 次因 ( 遠因 ) 治本對策 ( 永久 ) 真因 真因 真因 真因 真因 why why why why why 過去 現象 D3 D5 D7 改善行動 防呆設計 D6 ? Page 51 of 110 D3 :Develop Containment Action (暫時改善措施 ) 以 P-D-C-A 循環的方法暫時 , 避免問題再發生 , 直到永久改善行動完成為止就可以功成身退 . 5W2H(WHY,WHAT,WHO,WHERE ,WHEN,HOW,HOW MANY) 的方法才能落實執行 G8D: 執行過程中要確認 ICA 的效果 ( 例如 PPM 顯著降低 ,CPK, YIELD 顯著提升 ) Page 52 of 110 為何要有 D3 ? 客戶的產品在公司是 24 小時不分例假日連續生產的 不能提供暫時管制措施 , 就得將產品 Hold 住或停止生產 D3 必需在連續24小時內提供給客戶 (含例假日) 常使用加大樣本抽樣 , 增加自主檢查條數 , 當站或檢驗站 100% 全檢 Page 53 of 110 D4 : Define and Verify the Root Cause (原因分析及證實 ) G8D 要求要去除干擾因素後 , 驗証原因是否會造成相同結果 以魚骨圖為架構 , 用腦力激盪的方式找出可能的原因 (POTENTIAL ROOT CAUSES) 以 5WHY 深入追蹤直到分析出真正原因 (ROOT CAUSE) 儘可能以實際模擬的方式 + 數據圖表驗證真正的原因 . Page 54 of 110 魚骨圖 問題的 果 MATERIAL(因 1) 因 2 ENVIRON- MENT(因 1) 因 2 MAN(因 1) MACHINE(因 1) METHOD(因 1) 因 2 因 2 因 2 因 2 因 3 因 3 因 3 因 4 5Why + 關連圖 ON HOLD LOT 太多 工程師未 作處置 Hold Yield 太高不合理 客戶 Release good Hold reject 待客戶 新程式 客戶一直 未回覆 客戶要求作 工程分析 工程師太忙 沒時間處理 PC/MFG 滿載 排不上線測試 工程師待 客戶指示 產品待重測 L/B,P/C,Tester Hander 問題 工程師出差 受訓或請假 工程師不知 有 Hold Lot 工程師忘記 有 Hold Lot 工程師未 被通知 系統通知到 別的工程師 層別法 , 例 : 降低異常工時 要看變異 , 好好從層別開始 ( 問題解決效率化 ) 品質 待料 整修 Document Document 早班 中班 Category Effect Category 品質 待料 以統計手法解析之 Page 58 of 110 品質問題偵測流程 現象 期望 v.s 結果 差距 作業指示書 問題成立 指示書合宜 ? 指示書清晰 ? OP 訓練合格 環境干擾 ? OP提出改善措施 主管關懷 [ 主管巡視 ] 建立標準作業程序 (SOP) 及作業指示書 (OI) 修訂 修訂 施行訓練及合格認證 排除 NO NO NO NO NO YES YES YES YES YES YES YES 屬性分析 比較應有狀態與現有狀 應有狀態 : 規格 現有狀態 : 問題點 比較結果有顯著差距 檢討有無規範作業文件 檢討作業指示內容規範是否合宜 ? 應否 UPDATE? 作業指示內各布驟 參數的規範 是否詳細清楚 ? 依作業指示對 OP 施予訓練並 通過合格認證 進一步評估其他環境因素 [ 溫溼度 , 清潔度 , 噪音 ,ESD…… 等]週遭雜亂 作業人員提出改善行動 Page 59 of 110 問題發現與確認 問題發現與確認 經驗的參考檢討 層別的思想 [ 人 , 工 , 料 , 機 ,T 等 ] 數據彙總 數據收集 Check list 設計 品質問題分析思考流程 推移管理圖 分析 直方圖 分析 柏拉圖 分析 問題點的掌握 澄清問題 特性要因分析 散佈圖 分析 真因確認 [ 證明因果 ] 95% Only one root cause 確認問題點 物理現象 成立條件 [ 中間果 ] 要因 實際狀況 應有狀態水準 差異分析 研擬對策 短期驗證 檢討與修訂 長期追蹤 [ 效果確認 ] 標準化 Page 60 of 110 清晰 使用 SPC 者是否全然瞭解 ? 輔以圖片為佳 . 合宜 REQUIREMENT與客戶要求或 INTERNTIONAL STANDARD 比應做的重要動作 / 檢查是否規定在 SPEC 做完重要動作之記錄 . 記錄之保存與應用上級 VERIFICATION. Page 61 of 110 D5 :Choose and Verify Permanent Corrective Action 永久改善行動的對策擬定及確認 對策擬定的步驟有 : 1. 說明思考解決的問題 . 2. 決定思考完成的時間 : 決定一期間完成 . 3. 提出改善的構想 : 應用 5W2H 的方法 (WHEN, WHAT, WHY, WHO, WHERE, HOW,HOW MUCH) Page 62 of 110 4. 整理改善對策方案 , 詳細考慮各方案優缺點 , 再予過慮 , 評價 , 建立共識以決定最佳方案 . 5. 以上對策方案 , 直呈請主管核定後據以實施 . Page 63 of 110 D6 : Implement and Validate Permanent Corrective Action 永久改善行動的對策實施與效果確認 ** 請勿以此步確認 D3 的有效性 具體實施方案完成後 , 即須按決定的方案去實施每項改善案 , 並儘量以分工合作的方式在限制的期限內完成 . Page 64 of 110 在每一項的對策展開中 , 還是要依 P-D-C-A 的旋轉 , 須收集數據隨時掌握實施動態 , 確認每一對策的效果 , 假如效果不佳時 , 亦可修定對策 , 再重新執行 . 將之標準化 , 並納入 FMEA. Page 65 of 110 效果確認需比較改善前後 方法有 : 1. 推移圖 2. 柏拉圖 3. 管制圖 4. 雷達圖 以統計方法驗証效果的顯著與不顯著 以統計手法驗証之 Page 67 of 110 過程較簡易 . EG.1.SHOTDOWN. 2. 暫時加強檢驗水準 .. P (D6) A C (D6) D (D6) 過程較複雜 . ( 模擬 + 中長期追蹤確認 ) 例 :: 規範 SOP . P (D3) A C (D3) D (D3) D3 和 D6 的 PDCA 的差異 Page 68 of 110 D7 : Prevent Actions ( 避免再發生 ) 指文件更新 , 要有以下兩種文件 1. 實際作業規範 . 程序及製程來避免此問題及其他相關問再發生 , 2. 並將之納入品質作業作業系統及推 廣 , 如 : FMEA 或 General Rule 文件 Page 69 of 110 D7 : Systematic Prevent Recommendations 修正管理系統 針對現有的作業或系統做修正 另尋解決對策所替換的系統 Page 71 of 110 8D 如何納入知識管理體系 8D FMEA Positrol Plan OCAP TCM Form Process Control TECN: Containment Action ECN: Permanent Action D3 D7 D6 Part Function Process Function Potential Failure Mode Severity Potential Effect(s) of Failure Classif. Occurrence Potential Cause(s)/Mechanism(s) of Failure Current process Controls Detection 1 2 3 4 5 6 7 8 9 The section of the FMEA form duplicated above has several logic traps that cause teams to get confused and go off track.Follow this guide if your team is confused. 1.Design FMEA ---- Be sure to list all part functions and engineering specifications. Process FMEA ---- Be sure to list all process functions and requirements. 2.Failure modes occur in two major ways: •Complete failure (fails to function). • Partial failure (Intermittent;Overperformance;Degrades over time faster than specified.) 3. Effects are all the downstream consequences of the failure mode. 4. Severity measures the seriousness of the effects. 5..Note critical or significant characteristics in the Classification column. 6. In this process,Causes create failure modes,not effects. 7.Occurrence is the measure of the cause. 8. Current Design/Process Controls are directed at causes and failure modes. 9. Detection is directed at causes and failure modes. FMEA Logical Traps Page 73 of 110 Q.C.C v.s 8D D2: 問題描述 (PROBLEM DESCRIPTION) D4: 要因分析及確認 (DEFINE AND VERIFY ROOT CAUSE) D5: 永久改善行動的擬定 (CHOOSE AND VERIFY PERMANENT CORRECTIVE ACTION) D1: 成立小組 (USE TEAM APPROACH) D3: 暫時性防堵對策 (DEVELOP INTERIM CONTAINMENT ACTIONS) 6. 目標設定 9. 對策實施 10. 效果確認 11. 標準化 12. 工作檢討 D7: 避免再發生 (PREVENT RECURRENCE) D8: 完成 (RECOGNIZE TEAM & INDIVUAL CONTRIBUTION) 1. 圈的組成 2. 主題選定 3. 活動計劃 5. 現狀把握 4. 工作分配 8. 對策擬定 7. 要因分析 D6: 永久改善行動的實施及確認 (IMPLEMENT & VALIDATE PERMANENT CORRECTIVE ACTION) 公司解決問題工具的共同語言 Problem Solving Problem Prevention IEE 統計 工具箱 ,QC7, 新 QC7 手法 Key Notes Study and Control SPC Tools Control Plan FMEA CI APQP QFD Business Plan Goal 8-D RADS FTA 知識管理 資訊系統 平台 Page 75 of 110 原文全名 1/2 8-D: Eight-Disciplines of Problem Solving FMEA: Failure Modes& Effects Analysis APQP : Adrvance Product Quality Planning DOE : Design of Experiments EI&PM : Employee Involvement & Participative Management Page 76 of 110 原文全名 2/2 FTA : Fault Tree Analysis CI : Continuous Improvement QC : Quality Circles QFD : Quality Function Deployment SPC : Statistical Process Control 找出問題點 現狀的把握及目標的設定 表示原因及結果的關係 要因的解析 柏拉圖 散佈圖 直方圖 A B C 1 2 3 4 5 查檢圖 管制圖 特性要因圖 QC7 手法的應用 D E * * * * * 要因的解析 層別 有相關 有時間的變化 * * * * * * 對策的檢討及實施 效果的確認 標準化 ( 制定 ) 效果的維持 A B C D E A B C 這是期望能使用的方法 這是可以使用的方法 Plan 1 : 渾沌事項的整理及問題的設定 過去的 QC 手法 Plan 2 : 手段展開 Plan 3 : 手段以時序列的 配列實行計劃作成 親和圖法 ( 感情的 ) 關連圖法 ( 邏輯的 ) 系統圖法 ( 對目的或多段目的作 系列性的手段展開 ) 矩陣圖法 ( 目的及手段的 關連能知道 ) PDPC 法 ( 有不確定要素 , 所以在 推行過程中 , 可隨時加入 時點情報 , 並作最適計劃 ) 箭圖法 ( 主要是使確定事象 系列的計劃初期效率化 ) 統計的方法 實驗計劃法 矩陣數據 解析法 魚骨圖 QC 七大手法 柏拉圖 查檢表 直方圖 散佈圖 管制圖 推移圖 多變量解析法 用於重大事故的預測 • 在有很多數量性數據時 , 而 數量很渾沌時作為整理用 • 可以在 Plan 或是 Do 的階段 使用 Do 新 QC7 手法在改善所佔的角色 統計手法的應用查看更多