- 2021-10-21 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
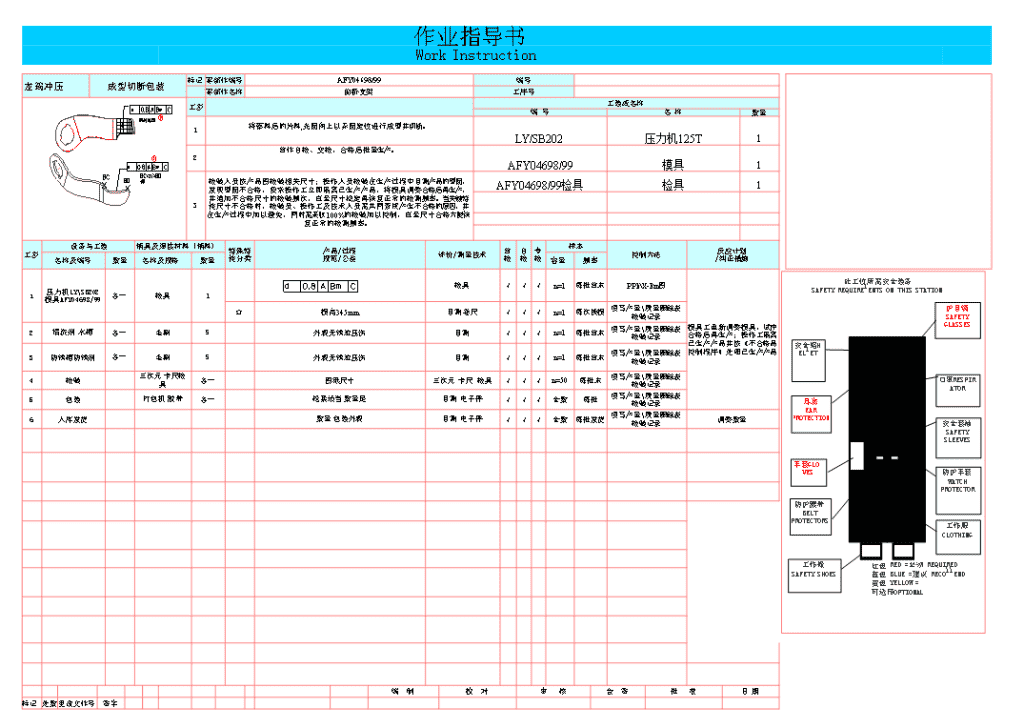
公司作业指导书
作业指导书 Work Instruction 龙筠冲压 成型切断包装 标记 零部件编号 AFY04698/99 编号 零部件名称 前桥支架 工序号 工步 工装或名称 编 号 名 称 数量 1 "将落料后的片料,光面向上以弄面定位进行成型并切断。 " LY/SB202 压力机125T 1 2 "首件自检、交检,合格后批量生产。 " AFY04698/99 模具 1 3 "检验人员按产品图检验相关尺寸;操作人员检验在生产过程中目测产品的型面,发现型面不合格,要求操作工立即隔离已生产产品,将模具调整合格后再生产,并增加不合格尺寸的检验频次,直至尺寸稳定再恢复正常的检测频率。当关键特性尺寸不合格时,检验员、操作工及技术人员需共同查找产生不合格的原因,并在生产过程中加以避免,同时需采取100%的检验加以控制,直至尺寸合格方能恢复正常的检测频率。 " AFY04698/99检具 检具 1 工步 设备与工装 辅具及焊接材料(辅料) 特殊特性分类 "产品/过程 规范/公差" 评价/测量技术 首检 自检 专检 样本 控制方法 "反应计划 /纠正措施" 名称及编号 数量 名称及规格 数量 容量 频率 1 压力机LYSB202 模具AFY04698/99 各一 检具 1 检具 √ √ √ n=1 每批首末 PPkX-Rm图 模具工重新调整模具,试冲合格后再生产;操作工隔离已生产产品并按《不合格品控制程序》处理已生产产品 ☆ 模高345mm 目测 卷尺 √ √ √ n=1 每次换模 填写产量质量跟踪表 检验记录 2 清洗剂 水槽 各一 毛涮 5 外观无锈迹压伤 目测 √ √ √ n=1 每批首末 填写产量质量跟踪表 检验记录 3 防锈槽防锈剂 各一 毛涮 5 外观无锈迹压伤 目测 √ √ √ n=1 每批首末 填写产量质量跟踪表 检验记录 4 检验 三次元 卡尺 检具 各一 图纸尺寸 三次元 卡尺 检具 √ √ √ n=50 每批末 填写产量质量跟踪表 检验记录 5 包装 打包机 胶带 各一 松紧适当 数量足 目测 电子抨 √ √ √ 全数 每批 填写产量质量跟踪表 检验记录 6 入库发货 数量 包装外观 目测 电子抨 √ √ √ 全数 每批发货 填写产量质量跟踪表 检验记录 调整数量 编 制 校 对 审 核 会 签 批 准 日 期 标记 处数 更改文件号 签字查看更多