- 2021-10-20 发布 |
- 37.5 KB |
- 2页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
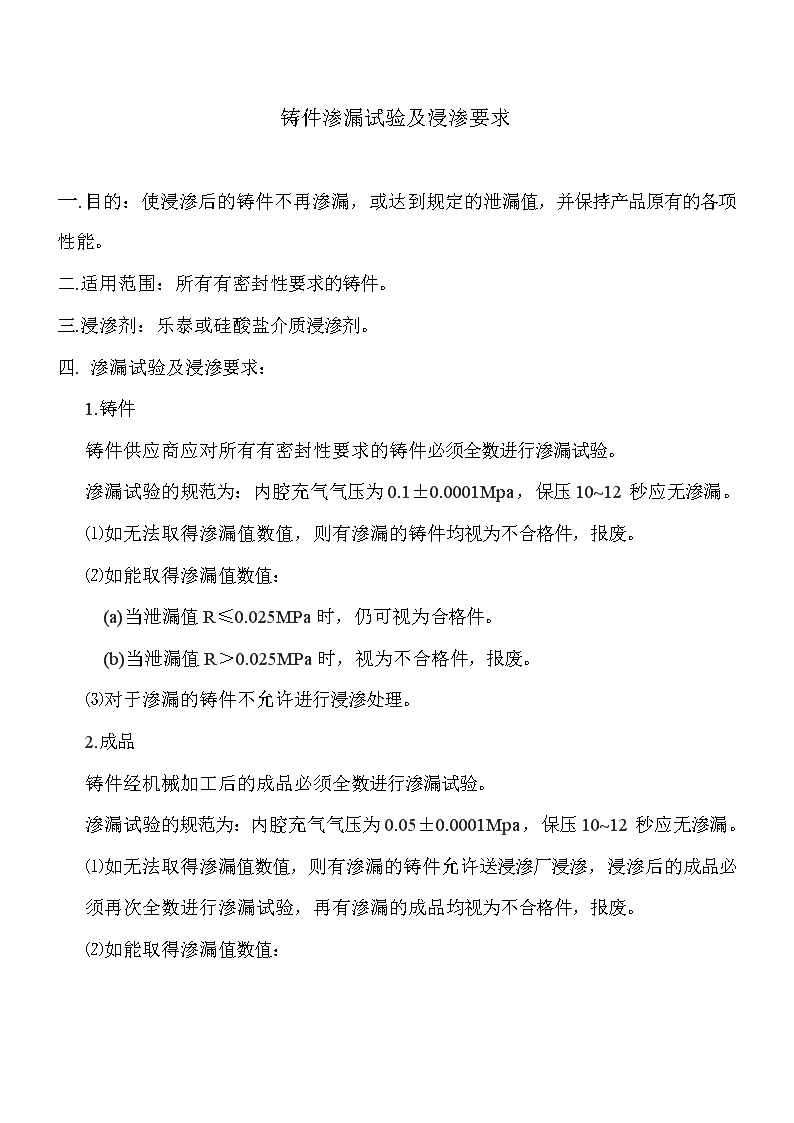
铸件渗漏试验及浸渗要求
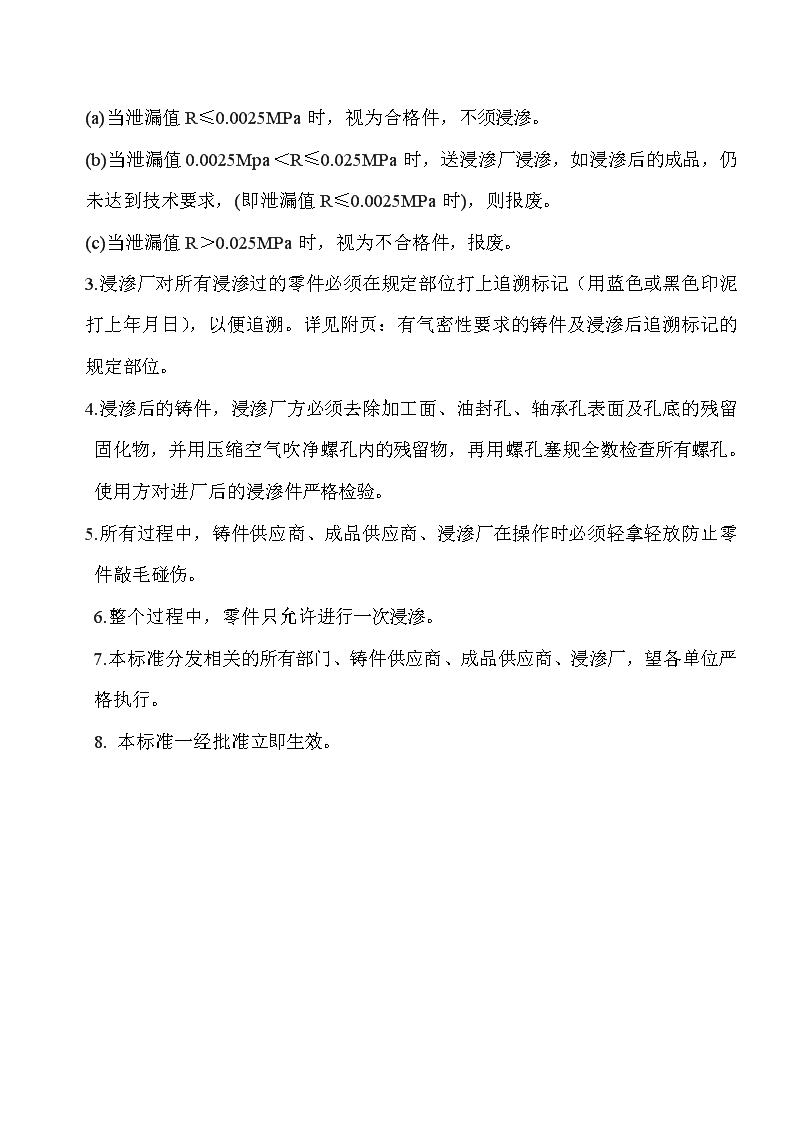
铸件渗漏试验及浸渗要求 一.目的:使浸渗后的铸件不再渗漏,或达到规定的泄漏值,并保持产品原有的各项性能。 二.适用范围:所有有密封性要求的铸件。 三.浸渗剂:乐泰或硅酸盐介质浸渗剂。 四. 渗漏试验及浸渗要求: 1.铸件 铸件供应商应对所有有密封性要求的铸件必须全数进行渗漏试验。 渗漏试验的规范为:内腔充气气压为0.1±0.0001Mpa,保压10~12秒应无渗漏。 ⑴如无法取得渗漏值数值,则有渗漏的铸件均视为不合格件,报废。 ⑵如能取得渗漏值数值: (a)当泄漏值R≤0.025MPa时,仍可视为合格件。 (b)当泄漏值R>0.025MPa时,视为不合格件,报废。 ⑶对于渗漏的铸件不允许进行浸渗处理。 2.成品 铸件经机械加工后的成品必须全数进行渗漏试验。 渗漏试验的规范为:内腔充气气压为0.05±0.0001Mpa,保压10~12秒应无渗漏。 ⑴如无法取得渗漏值数值,则有渗漏的铸件允许送浸渗厂浸渗,浸渗后的成品必须再次全数进行渗漏试验,再有渗漏的成品均视为不合格件,报废。 ⑵如能取得渗漏值数值: (a)当泄漏值R≤0.0025MPa时,视为合格件,不须浸渗。 (b)当泄漏值0.0025Mpa<R≤0.025MPa时,送浸渗厂浸渗,如浸渗后的成品,仍未达到技术要求,(即泄漏值R≤0.0025MPa时),则报废。 (c)当泄漏值R>0.025MPa时,视为不合格件,报废。 3.浸渗厂对所有浸渗过的零件必须在规定部位打上追溯标记(用蓝色或黑色印泥打上年月日),以便追溯。详见附页:有气密性要求的铸件及浸渗后追溯标记的规定部位。 4.浸渗后的铸件,浸渗厂方必须去除加工面、油封孔、轴承孔表面及孔底的残留固化物,并用压缩空气吹净螺孔内的残留物,再用螺孔塞规全数检查所有螺孔。使用方对进厂后的浸渗件严格检验。 5.所有过程中,铸件供应商、成品供应商、浸渗厂在操作时必须轻拿轻放防止零件敲毛碰伤。 6.整个过程中,零件只允许进行一次浸渗。 7.本标准分发相关的所有部门、铸件供应商、成品供应商、浸渗厂,望各单位严格执行。 8. 本标准一经批准立即生效。 查看更多