- 2021-10-20 发布 |
- 37.5 KB |
- 8页


申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
喷涂件检验通用规范
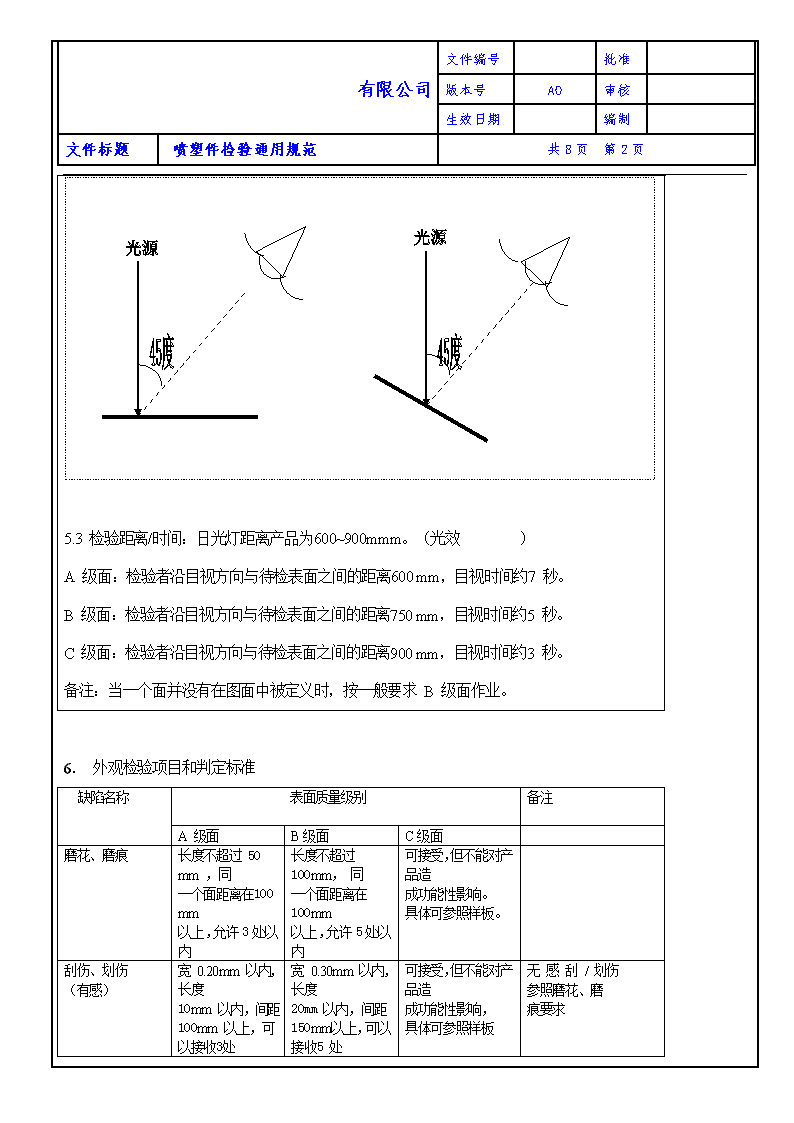
有限公司 文件编号 批准 版本号 AO 审核 生效日期 编制 文件标题 喷塑件检验通用规范 共8页 第8页 1. 目的: 明确和规范公司产品的表面喷涂检验标准,以使生产和检验有章可循,确保产品出货品质符合行业及客户要求。 2. 适用范围: 本标准适用于xx钣金公司喷涂车间所有喷粉制成品的质量检验。 3.职责 3.1品质部:依本标准进行检验与测试; 3.2生产部:依本标准进行产品生产; 3.3财务资部(仓库)依本标准进行仓存。 4. 表面等级 A 级面: 指该表面位于工件或组装后经常看到的外表面,或客户日常操作能近距离视角接触,并直接正视关注的产品表面和商标文字和图案丝印表面。 B 级面: 指该表面位于工件或组装背面,或不经常看到但在一定条件下能看到的面,或客户不明显关注的外观表面,或不易被客户直接视角接触正视的外部表面 C 级面: 指该表面位于工件或组装不可视面,或客户一般不易观察并关注到的内外部表面,或只有在装配过程中才能看到的面,或经其他工件覆盖需拆卸才能被客户直接视角接触正视的内外部表面。 5. 检验条件 5.1 检验亮度:200-300 Lx,相当于自然光或40W 日光灯。 5.2 检验视角:如条件许可,检验者目视方向应与光源方向成45°,有多面的部件,每一侧都要当作一个单独的平面来检验。。如下图所视:(图1) 有限公司 文件编号 批准 版本号 AO 审核 生效日期 编制 文件标题 喷塑件检验通用规范 共8页 第8页 5.3 检验距离/时间:日光灯距离产品为600~900mmm。(光效 ) A 级面:检验者沿目视方向与待检表面之间的距离600 mm,目视时间约7 秒。 B 级面:检验者沿目视方向与待检表面之间的距离750 mm,目视时间约5 秒。 C 级面:检验者沿目视方向与待检表面之间的距离900 mm,目视时间约3 秒。 备注:当一个面并没有在图面中被定义时,按一般要求 B 级面作业。 6. 外观检验项目和判定标准 缺陷名称 表面质量级别 备注 A 级面 B级面 C级面 磨花、磨痕 长度不超过 50 mm ,同 一个面距离在100 mm 以上 ,允许3 处以内 长度不超过100mm, 同 一个面距离在100mm 以上 ,允许5 处以内 可接受,但不能对产品造 成功能性影响。 具体可参照样板。 刮伤、划伤 (有感) 宽 0.20mm 以内,长度 10mm 以内,间距100mm 以上,可以接收3处 宽 0.30mm 以内,长度 20mm 以内,间距150 mm以上,可以接收5 处 可接受,但不能对产品造 成功能性影响, 具体可参照样板 无 感 刮 / 划伤 参照磨花、磨 痕要求 有限公司 文件编号 批准 版本号 AO 审核 生效日期 编制 文件标题 喷塑件检验通用规范 共8页 第8页 刀痕、砂带痕 (包括拉模伤 深度≥0.40mm 不接受 深度≥0.80mm 不接受 可接受,但不能对产品造成功能性影响 凹陷、压伤、 碰伤 ф≦2 mm,H≦0.2 mm间距(同一个面)≥100mm,不露底可以接收2处 ф≦3 mm,H≦0.5 mm间距(同一个面)≥100 mm,不露底可以接收3 处 可接受,但不能对产品造成功能性影响 顶针印、行位印 H≦0.5 mm H≦1.0 mm 可接受,但不能对产品造成功能性影响 不能影响产品组装 印痕、流痕 凹入深度≥0.20 mm面积≥10c ㎡不接受 凹入深度≥0.40 mm面积≥20c ㎡不接受 可接受,但不能对产品造成功能性影响 孔穴、针孔 ф≦0.5 间距≥10mm个数≦3 可以接受 ф≦1.0 间距≥10mm个数≦6 可以接受 可接受,但不能对产品造成功能性影响 缺料、崩缺 不允许 不允许 可接受,但不能对产品造成功能性影响, 裂纹、裂痕 批锋、毛边 (含二次批锋 高≥0.15 mm,厚≥0.3mm有利边刮手不接受 高≥0.3 mm,厚≥0.5mm有利边刮手不接受 可接受,但不能对产品造成功能性影响, 斑点、麻点 (颗粒杂质) ф≦1.5 mm,H≦0.5mm ,间距≥100mm,个数≦5 可以接受 ф≦3.0 mm,H≦1.0mm ,间距≥100mm个数≦5 可以接受 可接受,但不能对产品造成功能性影响, 斑点、麻点 (线条杂质) 长≦5 mm 宽≦0.5 mm,H≦0.5 mm ,间距≥100mm条数≦2 可以接受 长≦20mm 宽≦0.8 mmH≦0.5 mm,间距≥100mm条数≦5 可以接受 可接受,但不能对产品造成功能性影响 污点、脏点 ф≦1.0,间距≥10mm个数≦5,不脱落露白,可以接受 ф≦2.0,间距≥10mm个数≦10,不脱落露白,可以接受 可接受,但不能对产品造成功能性影响 气泡 ф≦1.0,间距≥10mm个数≦5,不脱落露白,可以接受 ф≦2.0,间距≥10mm个数≦10,不脱落露白,可以接受 可接受,但不能对产品造成功能性影响 桔皮(橘皮) 参照样板 一般可接受, 可接受,但不能对产品造 成功能性影响, 具体可参照样板。 有限公司 文件编号 批准 版本号 AO 审核 生效日期 编制 文件标题 喷塑件检验通用规范 共8页 第8页 色差、异色 不允许 ф≦10.0,间距 ≥100mm可以接受5 处 可接受,但不能对产品造成功能性影响 必要时用色差 仪或光泽计检 验 露底、掉漆 不允许 ф≦0.8,间距≥100mm个数≦5,可以接受 可接受,但不能对产品造成功能性影响 积漆、溢漆 ф≦3.0 mm,H≦0.5 mm ,间距≥100mm 个数≦5 可以接受 ф≦5.0 mm,H≦0.5 mm ,间距≥100mm 个数≦5 可以接受 可接受,但不能对产品造 成功能性影响, 烧焦、发黄 不允许 ф≦10.0,间距 ≥100mm可以接受5 处 可接受,但不能对产品造成功能性影响, 少漆、薄漆 目视不明显可接受 一般可接受 可接受,但不能对产品造成功能性影响 补漆 目视不明显可接受, 一般可接受, 可接受,但不能对产品造成功能性影响 附加说明:⑴(图纸中标注的不需要喷涂的部位,需要做好防护,避免基材上有多余涂料、其它残留物,例如螺纹牙孔。 7. 性能测试要求: 7.1 涂层厚度: 在距涂层边缘大于10mm的不同区域选取6 个以上位置且用电脑涂层测厚仪测量其涂层厚度,按图纸要求判断。如图纸无要求,应按相应的涂料标准判断。一般测量值在以下范围之内为良。 A级面 B级面 C级面 检测方法 55-80μm 45--60μm 40—50μm 涂层测厚仪 (注:如客户有特殊要求,.按客户图纸或样板执行。) 7.2 色差(色泽与光泽): 具体操作按上、中、下限度签样或喷涂色板进行目测,颜色须符合设计图纸或与色板比较无明显差异。 (喷涂色板制作:在烘烤时,供应商每批次均需制作3 件色板,以备性能测试需要。取与制品同材质的金属板,尺寸80 mm×120 mm 有限公司 文件编号 批准 版本号 AO 审核 生效日期 编制 文件标题 喷塑件检验通用规范 共8页 第8页 ,与产品正常条件下加工,出炉后标识好粉号、固化条件日期与时间,并由QE 签名经确认后编号命名登记管理。一件测试用,一件存档。制程喷粉色板有效期限为一年,保存在室温下,保存温湿度为70±15%,保存环境为无任何光线照射。) 当有轻微色差不能确定或有争议出现,必要时可用色差仪测试,△E>1.0 为不良;而光泽则使用光泽计来判定,入射角度60°,±5%误差为检验合格。 7.3 破坏性检验: 7.3.1 附着力: 7.3.1.1 百格试验法: ①.用刀片在样板涂层表面以1.0mm 为间隔从垂直交叉方向切划下11 个方格,以适当的力度掌握刀片切透涂层(划痕以露出基体为准),(若涂层厚度超过60μm,则切线间距应为2mm) ②.用3M 胶纸(600#)沿一切划方向贴在有方格的涂层上(胶纸不能起皱),用手指压紧胶纸使其与涂层紧密接触(透过胶纸可见涂层颜色),完全贴好后以垂直涂层 表面方向迅速拉起胶纸。以1 个方格中20%面积被撕下为不良。验收标准为5 级, 即脱落数量为不超过5 个方格为合格。 7.3.1.2 弯板试验法:喷涂后,取一随炉色板,将其弯曲180 度,并使内弯园角等于厚度(r=t)或弯曲90 度往复一次,涂层无脱落现象 7.3.1.3 耐冲击试验: 利用试验设备,用500 克的重锤从300mm 的高度自由下落,判定标准为:1/4 的冲头 正面冲击后,表面涂膜无开裂、掉膜现象 7.3.2 涂层硬度: 用笔芯长 3mm 的2H 或3H 铅笔与涂膜面呈45°,沿直尺在喷涂面向前推10-30mm, 用橡皮擦掉后检查涂膜表面,判定标准为:没有丝毫底材显露时为合格。 有限公司 文件编号 批准 版本号 AO 审核 生效日期 编制 文件标题 喷塑件检验通用规范 共8页 第8页 五金普通喷粉表面硬度≥2H。 7.3.3 耐摩擦性 以直径 6.35mm 的圆形橡皮放置于涂层表面并垂直载入约1.6kg,在25.4mm 的行程内以每分30 次往返的速度摩擦100 次。试验后的表面状态变化部分长度大于2mm 为不良 7.3.4 耐溶剂性测试: 用分析醇(99.8%无水酒精)沾湿棉花棒或白色棉质软布(或脱脂棉),室温下在涂层表面上用1 千克的力和1 秒钟往返1 次的速度来回擦拭涂膜20 次,合格标准为:目测表面状态无变化,外膜不得有任何剥落、变色、发涨现象,可以允许光泽度有少许变化,或仅有少量涂层迁移到软布(或脱脂棉)上为合格(用 95%无水酒精,则来回擦拭涂膜50 次) 7.3.5 盐雾试验: 具体操作依据盐雾试验作业指导书,具体标准按客户产品图纸要求或国家相关标准或行业相关标准执行,一般来说按5%盐水35℃500H 不发霉氧化管控(未特别指示情况下)。 7.3.6 耐湿性 没有特别指示的情况下:50℃湿度98%以上的恒温恒湿,240 小时无异常。 7.3.7 耐沸腾水性 没有特别指示的情况下:浸入自来水 98~100℃ 3 小时无异常。 7.3.8 耐湿水性 没有特别指示的情况下:浸入自来水 40~50℃240 小时无异常。 7.3.9 耐盐水性 没有特别指示的情况下:100%NaC1 液体中浸泡(20℃)240 小时无异常 7.3.10 耐碱性 没有特别指示的情况下:5%NaOH 液体中浸泡(20℃)48 小时无异常 7.3.11 耐酸性没有特别指示的情况下:5%醋酸液体中浸泡(20℃)24 小时无异常 有限公司 文件编号 批准 版本号 AO 审核 生效日期 编制 文件标题 喷塑件检验通用规范 共8页 第8页 7.3.12 耐油性 没有特别指示的情况下:60℃ Spindle油中浸泡60分钟无异常 附加说明:以上性能测试项目只列入描述,具体项目要求依据喷涂行业标准进行。 8.缺陷用语定义: 磨花/磨痕:产品表面由于摩擦而造成的擦花痕。 刮伤/划伤:产品表面由于与尖硬物摩擦而造成的刮痕/划痕。 刀痕:因用锉刀或机加工时刀具所留下的痕迹。 砂带痕:因用砂带打磨所留下的痕迹。 拉模伤:顺着出模方向遗留在铸件表面上的拉伤痕迹。 凹陷:平滑表面上凹瘪的部分或者成型过程中填充不完整的部位 压伤:切边模冲压或机加工时挤压所留下的痕迹。 碰伤:产品表面,边角受碰撞引起的变形痕迹 冷隔:金属流对接未完全熔合形成的不规则下陷线性纹路,在外力作用下有发展趋势可能 冷纹:肉眼可见与金属基体颜色不一样的纹络,无发展趋势 印痕:铸件表面由于模具型腔磕碰挤压而形成凸出或凹下的痕迹。 流痕:表面上用手感觉得出的局部下陷的纹路,无发展趋势 孔穴:气孔,缩孔和夹杂物等缺陷所形成的孔洞 针孔:喷涂时表面产生的像针尖一样的小孔 缺料/崩缺:外力敲击水口或切边模产生的缺损 裂纹/裂痕:模具表面有呈直线状或波浪形的纹路,狭小而长,在外力的左右下有发展趋势 毛边:边缘轮廓上因涂料堆积出现的边缘涂层不整齐现象 斑点/麻点:产品表面形成的凸起颗粒或突出性杂物 污点/脏点:颜色与正常表面不一致的色斑印迹 有限公司 文件编号 批准 版本号 AO 审核 生效日期 编制 文件标题 喷塑件检验通用规范 共8页 第8页 气泡:涂层覆盖部分气体在烘烤时产生的泡状凸起缺陷。 桔皮/橘皮:涂层表面呈现出许多半圆状高低不平的桔子皮形状突起,易造成脱落起皮。 色差:产品与色板的颜色差异。 露底/掉漆:局部无涂层或涂层缺失/覆盖不平露出底材。 黄变:喷涂烘烤不良造成表面留下的烧痕迹。 少漆/薄漆:喷涂不到位或涂层流动而造成的厚度不均匀。 补漆:因涂层损伤而用涂料所作的局部遮盖补救 9.其它说明: 9.1要求粉末涂料供应商每批提供外观检验和粉末涂层性能测试报告。 9.2仓库储存粉末应防潮,防水,防爆晒,防结块,所有粉末涂料应遵循先进先出原则,保证粉末涂料在保质期内用掉。 核 准 审 核 制 订查看更多