- 2022-08-16 发布 |
- 37.5 KB |
- 34页


申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
大学物理实验--长度测量
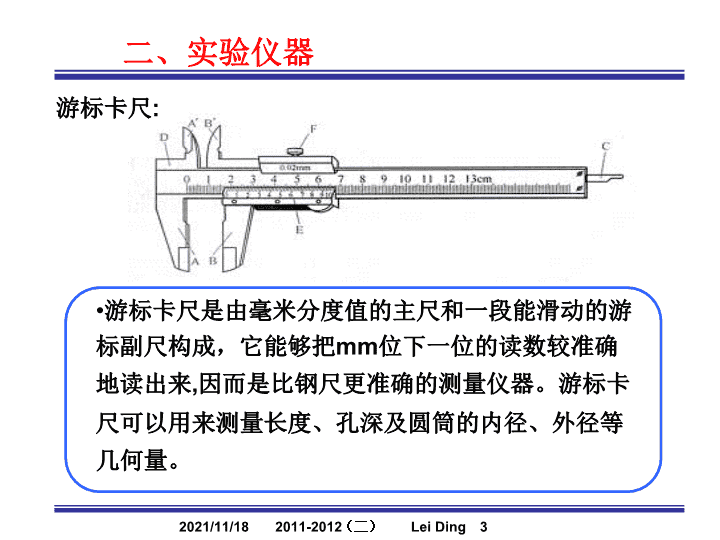
2021/11/182011-2012(二)LeiDing11、掌握游标卡尺和螺旋测微器的测量原理;一、实验目的2、正确使用游标卡尺和螺旋测微器;3、掌握有效数字和不确定度分析的概念;4、学习用列表法处理实验数据。\n2021/11/182011-2012(二)LeiDing2游标卡尺(0.02mm)螺旋测微器(0.01mm)土字形工件小钢球二、实验仪器\n2021/11/182011-2012(二)LeiDing3游标卡尺是由毫米分度值的主尺和一段能滑动的游标副尺构成,它能够把mm位下一位的读数较准确地读出来,因而是比钢尺更准确的测量仪器。游标卡尺可以用来测量长度、孔深及圆筒的内径、外径等几何量。游标卡尺:二、实验仪器\n2021/11/182011-2012(二)LeiDing4二、实验仪器游标卡尺的结构外量爪深度尺主尺游标最小分度锁紧螺母内量爪推把A\n2021/11/182011-2012(二)LeiDing5当拉动尺框时,两个量爪做相对移动而分离,其距离大小的数值可从游标和主尺上读出。外量爪用于测量各种外尺寸内量爪用于测量深度不深于12mm的孔的直径和各种内尺寸深度尺用于测量各种深度尺寸,测量时,主尺的端面A是测定定位基准\n2021/11/186★使用游标尺时,一般用左手拿物体,右手握尺,并用右手大拇指控制推把,使游标尺沿着主尺滑动,被测物体应放在量爪的中间部位。★游标尺不能用来测量粗糙的物体,也不要把被夹紧的物体在量爪之间滑动,以免磨损量爪。★用毕应松开紧固螺钉,使卡口A、B间留有缝隙,然后放入盒内。★用游标尺测量前应先将量爪合拢,检查主尺与游标零线是否对齐。如不对齐,应记下初读数并对测量值修正。\n2021/11/182011-2012(二)LeiDing7实验仪器我们用量程和分度值表示测量仪器的规格。量程是指测量范围。分度值是仪器所标示的最小量度单位,分度值的大小反映仪器的准确程度。\n2021/11/182011-2012(二)LeiDing8游标分度值:主尺一格(两条相邻刻线间的距离)的宽度与游标尺一格的宽度之差。游标尺上有n个分格,若n=10,称为10分游标卡尺;n=20,称为20分游标卡尺;n=50,称为50分游标卡尺。游标分度值分别为???游标读数原理\n2021/11/182011-2012(二)LeiDing910分游标:把游标尺等分为10个分格读数原理示意图:游标上有10个分格,其总长正好等于主尺的9个分格。主尺上一个分格是1mm,因此游标上10个分格的总长等于9mm.它一个分格长度是0.9mm,与主尺一格的宽度之差(游标分度值)为0.10mm。10分游标的主尺与游标尺\n分度值:0.1mm分度值:0.02mm分度值:0.05mm游标尺上有n个分格,则游标卡尺的分度值为1/n(mm);一般取游标卡尺的最小分度值为其仪器误差。\n2021/11/182011-2012(二)LeiDing11游标卡尺的读数图中整数是132mm,因为主尺的第132根刻度线挨近游标尺的“0”线的左边。整数值:游标尺的“0”线是读毫米的基准,主尺上接近游标“0”线左边最近的那根刻线的数字就是主尺的毫米值。\n2021/11/182011-2012(二)LeiDing12游标卡尺的读数小数是0.05mm×9=0.45mm,因为游标尺的第9根刻度线与主尺上的一根刻度线对齐小数值:游标尺上哪一根线与主尺上的刻线对齐,将该线的序号乘游标分度值(也可在游标尺上直接读出)\n2021/11/182011-2012(二)LeiDing13游标卡尺的读数故两次读数之和为132.45mm测量值:将整数和小数相加上直接读出。\n2021/11/182011-2012(二)LeiDing14Y=100mm+8x0.1mm=100.8mm练习1\n2021/11/182011-2012(二)LeiDing15Y=100mm+15x0.05mm=100.75mm练习2\n检查零点误差,熟悉卡尺精度及刻度状态松开制动螺母,拉开游标卡尺,夹住被测物锁住制动螺母读数复原测量步骤\n2021/11/182011-2012(二)LeiDing17测量之前应检查游标卡尺的初读数,看主副尺的零刻度线是否对齐,若没有对齐,须记下初读数,以便对测量值进行修正:两量爪并拢时,若游标的“0”线在主尺“0”线的右方,即待测物长度为零时,而卡尺读数不为零,此时的初读数记为正值;两量爪并拢时,若游标的“0”线在主尺“0”线的左方,即待测物长度不为零时,而卡尺读数为零,此时的初读数记为负值。游标卡尺的读数(零点修正)修正值=测量值-零点读数\n测量前检查游标卡尺。应将量爪间的脏物、灰尘和油污等擦干净。工件的被测表面也应擦干净,并检查表面有无毛刺、损伤等缺陷,以免刮伤游标卡尺的量爪和刀口,影响测量结果。测量时,用左手拿零件,右手拿卡尺进行测量,对比较长的零件要多测几个位置。卡住被测物时,松紧要适当,不要用力过大,注意保护游标卡尺的刀口。注意事项\n3、外径千分尺(螺旋测微计)螺旋测微计又称千分尺,是一种测量长度的仪器。实验仪器\n上图所示是一种常见的螺旋测微计,它的测量精度可以达到0.01mm,精密螺纹的螺距为0.5mm。即D每旋转一周,F前进或后退0.5mm,可动刻度E上的刻度为50等分,每个刻度为0.01mm,所以螺旋测微器可准确到0.01mm。由于还能再估读一位,可读到毫米的千分位。原理\n2021/11/182011-2012(二)LeiDing21①测量物体的长度时,将待测物放在测砧和测微螺杆之间后,不得直接拧转微分筒旋钮,而应轻轻转动微调旋钮,使测微螺杆前进,当它们以一定的力使待测物夹紧时,测力装置中的棘轮即发出“喀、喀”的响声,即可读数。二、螺旋测微器的正确使用②在使用螺旋测微计测量物体长度前必须读取初读数。\n被测物的长度的整数部分由固定刻度读出,注意观察固定刻度上表示半毫米的刻度线是否已经露出;小数部分由可动刻度E读出,轴线对齐的刻度线×0.01mm,注意要有估读位。读数方法\n练习1\n练习2\n2021/11/182011-2012(二)LeiDing25记录初读数,并对测量数据作零点修正。测物螺杆和测砧并拢时,若微分筒的“0”线在固定标尺的“0”线的下方,即待测物长度为零时,而螺旋测微器读数不为零,此时的初读数记为正值;测物螺杆和测砧并拢时,若微分筒的“0”线在固定标尺“0”线的上方,即待测物长度不为时,而螺旋测微器读数为零,此时的初读数记为负值,且在微分筒上读数时应从“0”线开始向下读起。三、实验原理测量值=测量值-零点读数\n2021/11/182011-2012(二)LeiDing26螺旋测微器的零点读数δ零点读数的读取(注意正负号)三、实验原理微分筒0下为正;0上为负。固定套筒上的零刻度线\n2021/11/182011-2012(二)LeiDing27四、实验步骤1.任何实验中误差不可消除,只能尽量的减小。2.减小误差的办法:(1)多次测量取平均值(2)使用精密的测量工具(3)改进测量方法3.误差不是错误:错误是由于不遵守测量仪器的使用规则,或读取、记录测量结果时粗心等原因造成的。错误是不应该发生的,是可以避免的。Note:\n2021/11/182011-2012(二)LeiDing281、用游标卡尺测土字形工件的体积五、实验数据记录表格用游标卡尺测量土字形工件各部位的直径和高,每个量均应从不同方向测量6次。\n2021/11/182011-2012(二)LeiDing29表1.用游标卡尺测量小工件的体积(单位:mm)\n2021/11/182011-2012(二)LeiDing302、用螺旋测微器测小钢球的体积R五、实验数据记录表格(1)读取螺旋测微器零点读数δ;(2)从不同方向用螺旋测微器测量小钢球的直径,并计算体积。\n2021/11/182011-2012(二)LeiDing31表2.用螺旋测微器测量小钢球的体积单位:mm五、实验数据记录表格\n2021/11/182011-2012(二)LeiDing321、本实验的原理指的是游标卡尺和螺旋测微器的读数原理和读数方法.2、注意有效数字的正确书写;2、写出各物理量的计算过程;3、给出体积的完整表达结果。实验报告要求参考教材15页例1和18页例4\n2021/11/182011-2012(二)LeiDing331.直接测量量的不确定度参照教材15页例12.各圆柱体体积的不确定度参照教材18页例43.土字形工件体积的不确定度实验数据处理要求4.小钢球体积的不确定度\n2021/11/182011-2012(二)LeiDing341、测量前进行零点校正,测量值=读数值-零点读数。2、读数时,视线与刻度面垂直。3、游标卡尺的测量爪必须紧靠待测物体,但不能将待测物在量爪间来回滑动。4、使用螺旋测微器时,首先转动螺旋套筒接近待测物(测砧间留有空隙),再转动棘轮接触物体(听到轻微的咔咔声即可),切勿直接转动螺旋套筒使物体与测砧接触。6、测量完毕,量爪之间、测砧面之间应留有空隙。注意事项35页[思考题]1、2、3题课后习题:查看更多