- 2021-05-10 发布 |
- 37.5 KB |
- 52页

申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
金蝶云:V7点1产品培训_制造_生产线生产
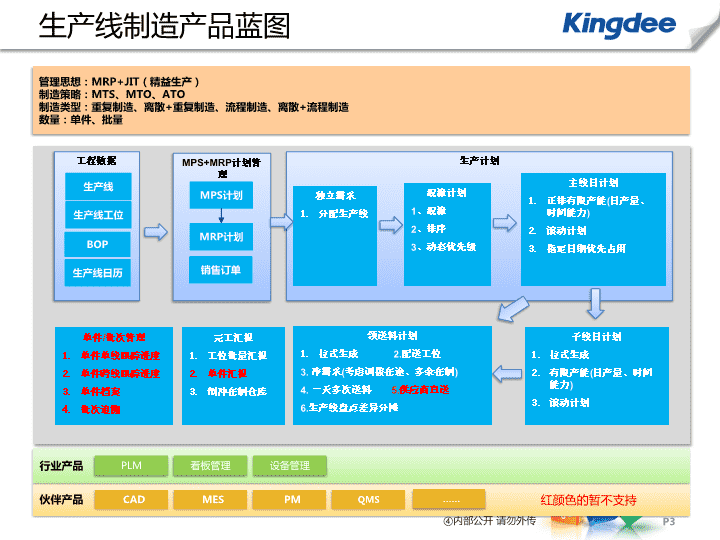
智慧 工厂云产品部 金蝶云 V7. 1 产品培训 -- 生产线生产 管理 生产线生产 管理整体方案 系统参数设置及其影响 基础数据 计划 管理业务流程 执行管理业务流程 报表分析 提纲 生产线 制造产 品蓝图 伙伴产品 行业产品 CAD MES PM QMS PLM 看板管理 设备管理 工程数据 生产线 生产线工位 BOP …… MPS+MRP 计划 管理 MPS 计划 MRP计划 生产 计划 管理思想 : MRP+JIT (精益生产) 制造 策略: MTS 、 MTO 、 ATO 制造类型 :重复制造、离散 + 重复制造、流程制造、离散 + 流程制造 数量 :单件、批量 独立 需求 分配生产线 混流计划 1 、混流 2 、排序 3 、动态优先级 主线日计划 正排有限产能 ( 日产量、 时间能力 ) 滚动计划 指定日期优先占用 子线日计划 拉式生成 有限产能 ( 日产量、时间能力 ) 滚动计划 生产线日历 销售订单 领送料计划 拉式生成 2. 配送工位 3. 净需求 ( 考虑调拨在途、多余在制 ) 4. 一天多次送料 5. 供应商直送 6. 生产线盘点差异分摊 单 件 / 批次管理 单件单线跟踪进度 单件跨线跟踪进度 单件档案 批次追溯 完工汇报 工位 批量汇报 单件汇报 倒冲在制仓库 红颜色的暂不支持 生产线生产 管理 - 基本概念 生产线 管理系统 生产线生产按工艺特点分为两种形式:重复生产、流程 生产 重复制造又叫大批量生产,与连续生产有很多相同之处,区别在于生产的产品是否可分离。重复制造的产品通常可一个个分开,它是由离散制造的高度标准化后,为批量生产而形成的一种方式。如电脑、汽车及工业用品制造 等 连续生产的产品是连续不断地经过加工设备,一批产品通常不可分开。连续生产的行业主要有:化工、食品、饮料、制药、烟草等,常常通过管道进行各工序之间的传递 主要内容包括 : 基础 数据定义 混流计划排产 有限产能日计划排产 领送料 计划编制 进度 汇报 生产 入库 、生产领料 生产线 生产管理整体方案 系统参数设置及其影响 基础数据 计划 管理业务流程 执行管理业务流程 报表分析 提纲 库房操作 计划执行 基础数据 生产线 制造产 品 使用流程 计划编制 物料 生产线定义 生产线工位 生产线与物料关系 生产线领送料时间 生产线工位物料参数 生产线日历 审核 混流计划 审核 生产线工位日产量 生产线工位在制库存表 …… 独立 需求计划 主线日计划 审核 BOP 缓冲区 下达 子线 日计划 审核 下达 领送料 计划 审核 生产线调拨单 产品完工汇报 完工汇报记账 领料单 退料 单 子线入库单 子线调拨单 参数设置 生产线工位在制库存表 主线入库单 生产线盘点差异分摊 生产线管理相关参数 客户价值 应用介绍 应用场景 计划编制时不允许进行业务录单,防止计划出现错误 日计划、汇报单会保留大量历史数据,为了防止数据过大,系统设置了保留参数 企业可以根据自身的业务需要设置参数,以便对业务进行控制 。 生产线 生产管理整体方案 系统参数设置及其影响 基础数据 计划 管理业务流程 执行管理业务流程 报表分析 提纲 生产线定义 客户价值 应用介绍 应用场景 特殊类型的工作中心 只能属于一个工作中心 有自己的工作日历 排程参数 两种排产能力方式:日产量、节拍 区分主、子线 两种节拍产量定义方式 预置计划编制 天数 产品生产必须属于一个固定的生产线,在此定义排程相关参数,如产量、节拍数、反馈数据 1 、指定生产线类型 - 重复生产、流程生产;字段会有所差异; 2 、区分主、子线; 3 、设定生产线日历,每条生产线必须有一个日历; 4 、标识默认排产相关参数,一些参数可以在物料生产线关系中重新进行修订; 5 、设置完工汇报参数; 设置默认日计划编制天数 如果是时间能力,输入节拍信息 日产量 时间能力 如果是日产量,输入默认日产量 生成生产线日历 指定主线 对于子线物料一定要输入完工仓库 日计划自动拆分行到班次 批量汇报时,自动按班次匹配日计划 BOP 定义 客户价值 应用介绍 应用场景 绑定 BOM 与生产线关系 一个 BOM 可以分配到多个生产线 BOM 一个分录可以拆分到不同的工位发放 简易操作 BOM 变更后,同步自动更新 BOP BOM 变更后,数据校验 BOM 和 BOP 的差异性 通过 BOP 批量生成产品与生产线关系列表 BOP=BOM+ 生产线、工位 1 、复制行, BOP 来自于 BOM ,所以在此物料是不可以修改的,但是可以修改数量,可以通过复制行来实现 新增 BOP ,指定生产线与产品的关系,自动同步子项物料到默认领料工位; 2 、公布 BOP ,当 BOM 发生修改数量、新增物料、删除物料时,该功能自动修改 BOP 数据; 3 、数据校验,当 BOM 和 BOP 的物料种类,数量之和不一致时,给出提示; 4 、 BOP 不支持阶梯批量 定义零部件 在生产线上的领料 工位 生产线工位 客户价值 应用介绍 应用场景 定义生产线各个工序阶段 按顺序定义生产线工位名称 定义工位属性 定义每个生产线工位的加工时间 定义工位的属性(送料工位,上线工位、下线工位、终检工位) 工位所对应的库位(管理在制) 工位定义既反映工艺加工顺序,又对领料、在制、计划、汇报都起到十分关键的作用 1 、所有的生产线在制目前都是通过库房管理,所以必须定义一个生产线对应库房,可以多个生产线共用一个库房; 2 、送料工位:一条生产线可以有多个送料工位,但是只能有一个默认送料工位,方便携带到 BOP 中;送料工位必须维护在制库位; 3 、上线、下线、终检:每条生产线只能有上述的一个工位,可以一个工位同属于多个属性;这三个工位属于控制工位,与计划滚动相关; 4 、普通工位:没有控制作用,只是为了反馈生产进度; 定义各个工位的关键属性 生产线在制仓库 生产线与物料关系定义 客户价值 应用介绍 应用场景 定义生产线生产什么产品 定义生产线产品排产信息 大多数情况,在一条生产线上生产的产品的生产节奏是一样的,但是也不排除有稍微差异的显现;比如在牺牲一定产能的情况下,由慢节奏的产品换产快节奏的产品是可行的 1 、定义生产线上可以生产什么产品,物料的 F8 是生产组织下可生产的物料; 2 、排产信息中的生产节奏默认是与生产线中是一致的,当需要特殊调整时,可以修改成自定义,进行修改 定义产品在该生产线排产信息 生产线 生产管理整体方案 系统参数设置及其影响 计划管理业务流程 执行管理业务流程 报表分析 提纲 MPS 计划订单 生产线计划 编制 流程 混 流计划 主线日计划 编制主线日计划 日 计划滚动 ( 不补充废品 ) 编制子线 日 计划(考虑 部件独立需求,计算净需求) 生产线 物料 投产 时间 投产数量 下 线时间 生产线标识 =Y 计划方式 =MPS 销售 订单未实现 生产优先级排序 输入 部件独立需求 指定部件建议上线日期 自动拆分独立需求(单台) 下达 独立 需求计划 分配生产线: 一条生产线 手工需求拆分 生产线物料关系 生产线 子 线日计划 主线日计划 子 线日计划 优先级排序模型 缓冲区库存 销售 订单 生产线 生产管理整体方案 系统参数设置及其影响 计划管理业务流程 独立 需求 混流计划 主线日 计划 领送料计划 执行管理业务流程 报表分析 提纲 独立需求 - 自动分配生产线 主要功能 1 、在此张单据的数据都是直接入库的需求; 2 、计划导入计划订单的生产线生产物料需求; 2 、系统自动分配生产线; 3 、根据成本要求建立生产编号; 4 、也可手工录入独立需求; 应用介绍 应用场景 建立生产线与物料关系 定义物料与生产线的关系 支持生产线物料节拍 建立分配模型 单线分配 多线分配 由计划订单生成独立需求计划 需求来源‘ MPS 计划订单’生成 物料约束: MPS 计划、生产线生产 自动分配生产线 做为生产线生产的起始单据,没有与别的分系统强耦合。该单据即是与别的 MPS 的桥梁,同时起到分配生产线的功能 支持成本核算到 [ 物料 + 生产编号 ] 已安排生产线的物料需求信息 将物料分配到生产线 通过导入,从计划订单获取需求 混流计划 - 基于优先级模型的混流计划 主要功能 1 、选单来源于独立需求; 2 、基于指定模型自动计算优先级; 3 、可手工反审核未上线的混流计划,参与重新排序,用以解决紧急插单需求 4 、未生效的混流计划可以反审核,但是会自动删除当前生效版本中由该混流计划生成的日 计划; 5 、可以手工指定上线日期,系统会优先安排该计划,抢先占用产能。 应用介绍 支持的优先级模型 需求日期 + 产品 (强调混流) 需求日期 + 提前时间跨度 提前排序约束条件 受‘ 提前时间跨度 ’约束 受‘小于需求数量’约束 支持混流计划拆分模型 单台拆分 不拆分 平准化拆分(暂不支持) 支持两种排序方式 选择独立需求计划循环排序 在混流计划中重新 排序 可指定排产日期 指定独立需求生产排序的算法模型 计划和已经执行的数量 生产线和需求优先级 计划的产品和需求日期 主线滚动日计划编制实例 日产能 =10 台,计划长度 4 天 计划类型 日期 产品 计划数量 上线数量 下线数量 合格数量 计划状态 混流计划 无日期 A 16 混流计划 无日期 E 12 混流计划 无日期 F 20 主线计划 1 日 A 10 0 0 0 计划 31 日编制计划 主线计划 2 日 A 6 0 0 0 计划 主线计划 2 日 E 4 0 0 0 计划 主线计划 3 日 E 8 0 0 0 计划 主线计划 3 日 F 2 0 0 0 计划 主线计划 4 日 F 10 0 0 0 计划 主线计划 1 日 A 10 10 8 5 开工 1 日, 2 日生产汇报后 主线计划 2 日 A 6 5 2 0 开工 主线计划 2 日 E 4 3 3 0 开工 主线计划 3 日 E 8 0 0 0 计划 主线计划 3 日 F 2 0 0 0 计划 主线计划 4 日 F 10 0 0 0 计划 主线计划 1 日 A 10 10 8 5 开工 2 日晚上编制新的日计划 主线计划 2 日 A 5 5 2 0 开工 主线计划 2 日 E 3 3 3 0 开工 主线计划 3 日 A 1 0 0 0 计划 主线计划 3 日 E 9 0 0 0 计划 主线计划 4 日 F 10 0 0 0 计划 主线计划 5 日 F 10 0 0 0 计划 1 : 编制首次计划 依据混流计划未上线数量和生产线能力,编制主线日计划,并下达执行。 2 : 进行上线和下线汇报 对实际的投产计划的执行进行汇报:包括上线完成和下线完成汇报。 3 : 日计划滚动编制 上期已经上线的计划移动到本期,不占用资源; 依据混流计划中的未上线数量编制主线计划 按照能力顺序排 产 主线日计划 - 基于 两种 能力 模型 主要功能 1 、来源于混流计划,定义生产线日历; 2 、根据产能、已经上线的计划自动编制新的未上线计划 2 、实时反馈生产进度 3 、当计划完成日期超出混流计划的需求日期会给出警告提示 4 、向导式操作,过程透明,详细展示计算过程和例外警告信息 5 、下达日计划,使当前日计划生效;任何生产线当前只能有一个有效版本 应用介绍 应用场景 支持的排产能力约束模型 时间能力; 日产量; 重复制造制造重要特点 产品大批量生产; 或小批量轮番生产; 不考虑换产时间间隔; 日计划编制将采用滚动计划方式 手工增加‘废品’补充 计划 真正指导生产的可行性计划,基于日产量或生产节拍进行排产 此计划也是后续领送料计划的依据 依据滚动算法,消除完工差异 定义生产线每日生产的计划产量 定义时间能力节拍信息 看到具体生产线每一天生产的产品和投产先后顺序 计划生产数量和已经上下线的数量 主线日计划 - 计划编制 主要功能 选择 的参数,当下次进入时,系统会默认记录上次的修改结果 应用介绍 支持两种有限产能模型 日产量 时间维度 可同时选择多条生产线一起编制 优先安排指定生产日期的混流计划 准备编制当前的计划还是编制第二天的计划 双击调整日历和日产量 来自 于生产线定义,可临时调整 选择多条生产线一起编制 例外信息查看计算过程中的警告、错误类型的消息 运算进度条动态显示 显示运算步骤 直接打开生成的日计划 主线日计划 - 计划审核、下达 主要功能 1 、计划允许反下达,条件: 判断是否有汇报单; 2 )该生产线不能有其它编制日期,未生效的计划 2 、 反 审核 成功后 , 单据业务计划状态 = 未生效 3 、生产线中如果勾选了“计划到班次”,则日计划会根据班次的时长,把计划数量进行拆分到指定班次上,同时显示班次信息;否则班次为空。 应用介绍 对已经编制好的日计划审核、下达 对已经下达的计划反审核,复制行,手工补废 计划审核后,当前生产线的日计划变为有效,早期计划变为失效 1 、下达后的计划后续单才能进行汇报 2 、单据反审核后,且必须汇报有废品才能进行补废复制 日计划如果不想执行了,但是又不想重新编制,可以通过计划消减,把计划数量 =MAX( 上线、下线、合格 ) 子线滚动日计划编制 实例一 假设 : 父子 项都是 1 比 1 的关系,混流计划中 A 计划数量 16 , 主线 和子线 日产能 都 为 10 计划项目 日期 产品 计划 数量 上线 数量 下线数量 合格数量 主线标记 计划 状态 混流计划 无日期 A 16 主线 1 日主线 1 计划 1 日 A 10 主线 下达 1 日子线 2 计划 1 日 B 10 子线 下达 1 日子线 3 计划 1 日 C 10 子线 下达 计划项目 日期 产品 计划 数量 上线 数量 下线数量 合格数量 主线标记 计划 状态 混流计划 无日期 A 16 4 3 1 主线 开工 1 日主线 1 计划 1 日 A 10 4 3 1 主线 开工 1 日子线 2 计划 1 日 B 10 6 5 5 子线 开工 1 日子线 3 计划 1 日 C 10 10 9 8 子线 开工 1. 首计划 2 . 完成汇报 数量单位:台 主线汇报反写混流计划 子 线日计划 - 计划编制 主要功能 1 、虽然是显示子线计算,但是在此处显示的所有主线,因为子线计划是通过主线拉出来的。 2 、所有的子线在一起计算,不分层,一起计算; 3 、子线计划的来源有两个:直接父线的相关需求、混流计划中子线物料的独立需求; 4 、如果一条子线供应多条父线,则这几条父线必须一起选择,同时计算; 5 、混流计划中的子线独立需求计划优先于父线的相关需求,会优先占用产能。 应用介绍 支持两种有限产能模型 日产量 时间维度 可同时选择多条生产线一起编制 优先安排指定生产日期的混流计划 显示所有的主线 确定生产线后,执行运算 例外信息查看计算过程中的警告、错误类型的消息 显示运算步骤 直接打开生成的日计划 子 线日计划 - 计划审核、下达 主要功能 1 、计划允许反下达,条件: 判断是否有汇报单; 2 )该生产线不能有其它编制日期,未生效的计划 2 、 反 审核 成功后 , 单据业务计划状态 = 未生效 应用介绍 对已经编制好的日计划审核、下达 对已经下达的计划反审核,复制行,手工补废 计划审核后,当前生产线的日计划变为有效,早期计划变为失效 计划下线日期大于需求日期,通过黄颜色警示 日计划如果不想执行了,但是又不想重新编制,可以通过计划消减,把计划数量 =MAX( 上线、下线、合格 ) 1 、下达后的计划后续单才能进行汇报 子线日计划计算过程 主要功能 相关需求: 1 、资源 = 缓冲区数量 + 线上在制数量 2 、毛需求 = 父线计划* BOM 单台用量 3 、净需求数量 = 毛需求 - 资源 独立 需求:不入缓冲区,直接入库,不参与相关需求的资源平衡 1 、资源 = 线上在制数量; 2 、毛需求 = 混流计划的需求数量 - 入库数量 3 、净需求数量 = 毛需求 - 资源 应用介绍 按组织、生产线、物料查询每个时间段的计算过程 计划审核后,当前生产线的日计划变为有效,早期计划变为失效 1 、下达后的计划后续单才能进行汇报 2 、单据反审核后,且必须汇报有废品才能进行补废复制 日计划如果不想执行了,但是又不想重新编制,可以通过计划消减,把计划数量 =MAX( 上线、下线、合格 ) 树形层次: 1 、有权限的组织; 2 、生产线; 3 、物料 独立需求、相关需求分组显示 领送 料计划 - 业务流程及分析 生产 汇报 工位在制仓 工位在制仓 工位在制仓 倒冲出库 生产线日计划 领送料 计划 ( 要配送的物料 ) 中央仓库 供应商 1 、根据生产日计划按需配送 2 、考虑批量,本次多余做为后续资源消耗 3 、一天多次配送,减少生产线积压 1 、送料到工位 2 、精确 反映 每个工位的在制 3 、倒冲在制工位库存 领送料计划系统应用流程 日能力计划 领送料计划 编制 领送料 计划 下推 生产线在制库存调拨 单 滚动编制 考虑库存 考虑送料时间 计算净需求 物料 送料时间 数量 调入 / 调出信息 例外信息 送 料次数 送 料时间 在 制库存 BOP 调出组织、仓库信息 调 入组织、仓库信息 生产线工位物料参数 在制库存 运算 BOP 生产线送料时间 生产线 领送料时间 客户价值 应用介绍 应用场景 定义生产线的的不同送料次数 每次的具体送料时间 根据不同工位的现场地方大小、消耗频率、送货是否方便、物料是否可拆分等多个因素决定每天送几次料 1 、每条生产线最多支持 4 次送料,做多有 4 条记录; 2 、每个送料记录里面的送料时间可以不同,例如:生产线有两种送料类型,一种是一天一次,一种是一天两次;第一次的时间也会不同,一次送料的时间是 7:00, 而两次送料的时间是 7:30,12:00 最多支持一天送 4 次料,定义不同的送料时间 生产线工位物料参数 - 按生产线 + 物料 + 工位定义送料频率 客户价值 应用介绍 应用场景 支持不同生产线、物料、工位设置不同的送料频率 支持一天多次送料 支持多天一次送料 支持为工位设定储备定额 根据不同工位的现场地方大小、消耗频率、送货是否方便、物料是否可拆分等多个因素决定送料参数 1 、可以根据 BOP 批量生成,也可以批量导入,手工建立; 2 、可定义不同的物料在不同的生产线、工位的不同的送料频率、储备定额、取整倍数; 3 、多送的料系统会在下次计算时考虑进去,不会导致现场工位物料积压; 取整倍数可用 于按 批量调拨领 料 可定义物料一天多次送料,也可定义多天送一次料 领送料计划 - 滚动编制 物料 A 库存 8-1 8-2 8-3 8-4 8-5 需求 10 73 60 56 62 66 调拨 70 60 50 70 60 物料 A 库存 8-3 8-4 8-5 8-6 8-7 需求 7 56 58 62 53 65 调拨 50 60 60 60 60 应用场景: 每天送一次料 每 2 天编制一次送料计划 调拨批量: 10 8-1 8-2 8-3 8-4 8-5 8-6 8-7 8-8 8-9 8-1 计划 编制 8-3 计划 编制 第一天调拨量 = 批量取整(需求 - 已有库存) 第 N 天调拨量 = 批量取整(第 N 天需求 - 第 N-1 天结余) 净需求 =73-10=63 ,向上取整 70 因生产计划调整导致需求变化 领送料计划 - 滚动编制 主要功能 1 、依赖已经编制好的日计划展开 BOP 得到下层领用物料的需求计划; 2 、考虑每个领料工位的需求时间、储备定额、目前的在制等参数得到净需求计划; 3 、领送料计划可以手工增加,下游单据生成调拨单,从厂级库调拨到生产线仓库; 4 、计算频率根据送料频率一般是几天一次,如果日计划重新编制了,那么需要同步同时计算领送料计划; 应用介绍 应用场景 根据编制日期 + 编制天数滚动编制 支持自动处理已有计划 支持考虑已有在制库存 支持考虑已审核未完成计划 支持调拨批量处理 支持不同方式考虑过期需求 指定生产线,批量生成该生产线在未来一段时间内所需要的生产物料,不包含子线生产物料 计划编制时支持各种参数选择 领送料 计划 - 审核 主要功能 1 、来源有两个:系统根据领送料计划自动算出,手工录入; 2 、审核后做为在途单据使用; 3 、下游单据是直接调拨单 4 、此单据经过二次开发扩展,可以做为供应商精确供料的依据,与采购订单关联,直接生成采购入库单 应用介绍 应用场景 通过领送料计划编制功能自动计算出定点、定时的物料配送信息 也 可以手工新增临时领料需求 库房使用的配送清单 时间 地点 数量 物料 领送料计划 - 计算过程展示 主要功能 1 、可看见系统后台计算公式; 2 、净需求数量大于 0 时产生需求,可直接打开后面的领料单; 3 、本期期末的可用量是下期的期初。 应用介绍 应用场景 1 、根据计算公式可以人为计算需求 2 、按日期排序,体现滚动过程 可视化展示领送料计划的计算过程,方便发现异常数据 运算异常显示 主要功能 应用介绍 应用场景 在每个阶段都可能因为数据问题、设置问题导致业务数据不正确, 在此集中展示所有例外信息 例外 信息分为警告、错误两大类,方便用户查找 显示独立需求异常信息 显示混流计划异常信息 显示日计划异常信息 显示领送料计划异常信息 显示记账异常信息 运算模型 - 业务建模 主要功能 应用介绍 应用场景 用户自定义字段和自定义单据可参与复杂 计算 复杂计算的逻辑可 替换 开放 的计算 模型,包括算法模型、逻辑模型和 数据模型 代理商与客户可根据具体场景 修改算法 ,实现插拔式的二次 开发 生产线 生产管理整体方案 系统参数设置及其影响 计划管理业务流程 执行 管理业务 流程 完工汇报 生产线调拨 生产线 入库、退库 生产线领料、退料 报表分析 提纲 供应商 生产执行业务流程 三 工位 中央仓库 VMI 仓库 缓冲 仓库 成品 仓库 零件 仓库 一 工位 二 工位 四 工位 七 工位 部件合格下线汇报 部件上线汇报 一工位 领送 料 计划 产品上线汇报 产品合格下线汇报 中间工位汇报 中间工位汇报 总装 线(主线) 部装线(子线) 十工位 领料 倒冲 领料 倒冲 二 工位 生产线日计划 生产执行系统应用 BOP 完工汇报单 产品入库 单 产品退库 单 倒冲 领料 记账 生产线混流计划 相关 需求 ( 子线完工 ) 独立 需求 生产线 工位 产品编码 汇报数量 废品数量 日期 生产线 日计划 生产线领料单 生产线退料单 即 时 库存 车间在制 仓库存 废品补领料 领送料计划 直接调拨单 成本核算 倒冲退料 子 线产品上父线 生产线 工位 物料编码 数量 日期 独立 需求 ( 主线完工 ) 生产线 工位 产品编码 数量 日期 生产线 完工汇报 主要功能 1 、来源当前有效日计划; 2 、指定生产线工位,选单日计划进行汇报; 3 、只有普通工位、上线、下线、终检工位允许汇报; 4 、上线、下线、终检工位数量反写日计划、混流计划,影响计划状态; 5 、对于已经记账的汇报单不允许反 审核, 但是如果目前有效日计划中已经没有符合可反写的,则会导致保存失败 应用介绍 应用场景 基于生产线工位 指定生产线、工位 基于日计划中 物料 批量汇报 物料属性相同可以涵盖多条日计划 质量 检验 下推检验单进行质量检验 对生产计划进行任务反馈,形成闭环 2 、确定汇报的产品,会自动根据生产线过滤 1 、录入汇报数量,系统根据工位类型自动写入不同的工位 2 、没有与质量衔接,录入的数量是合格数量 3 、生产线参数中,“汇报匹配批次”勾选,则汇报单班次必录,在反写日计划时严格按班次匹配 1 、确定生产线工位 生产线产品批量汇报 主要功能 1 、生产线、工序 / 工位、单据类型、所属日期:用于过滤生产线日计划; 2 、获取计划:根据选择的条件,自动读取满足条件的生产线日计划; 3 、生成:根据界面录入的日计划数量信息,批量生成生产线完工汇报单; 应用介绍 应用场景 批量读取日计划 批量录入数量信息 批量生成生产线完工汇报单 针对产成品牌号较多、或集中一次汇报的客户, 增加生产线 批汇报功能,支持批量进行汇报,方便用户一次汇报,提升 工作效率 根据录入产线等条件,批量读取日计划 批量录入相关数量 完工汇报 - 记账 主要功能 1 、批量对生产线下所有汇报单记账,记账频率可以使每天一次,也可以是在每次编制日计划之前记账; 2 、后台自动生成的单据都是与库存有关的,所以记账的频率会影响盘点数据 3 、临时补录的汇报单可以单独记账; 4 、向导式操作,可以反映记账的过程,后台生成了哪些单据 应用介绍 应用场景 基于生产线记账 该生产线下所有汇报单一起记账 根据汇报单批量生成 单据 生产线领料单 生产线退料单 半成品生产入库单 半成品生产退库单 半成品直接调拨单 生产线生产有个很重要特点就是快、批量较大,为了简化现场的业务操作,大量的单据厚实后台批量生成 完工汇报记账 直接调拨单 生产线领料单 生产线退料单 产品入库单 产品退库单 选择生产线,对生产线上的汇报单统一记账 依据汇报单生成下游单据,动态展示记账进度 生产线在制仓库直接调拨单 主要功能 1 、调拨单可以从总仓调拨到生产线工位仓; 2 、调拨单可以从子线仓库调拨到父线在制仓 3 、手工调拨 4 、界面的操作方式与库存的直接调拨单一致 应用介绍 应用场景 基于领送料计划批量 调拨 手工输入 调拨单 父线完工汇报记账生成子线物料调拨 通过在制仓库实时反映每个生产线、工位的料在制数量 通过调拨单实现厂级库调拨到生产线对应的仓库、仓位 通过调拨单实现子线生产的半成品调拨到父线在制仓库、仓位 生产线入库单 - 退库单 主要功能 1 、独立需求不管是主线生产还是子线生产,都基于混流计划下推入库单; 2 、相关需求是通过父线 BOM 展开得到,都是由终检工位类型的汇报单记账时自动后台入库; 3 、主线退库单由汇报单下推生成 4 、子线退库单由倒冲类型的汇报单记账生成 5 、不可以手工增加入库、退库单 应用介绍 应用场景 独立需求基于混流计划入库 子线相关需求由汇报单记账后台生成 主线退库单由入库单下推生成 子线的退库单由倒冲类型汇报单记账后台生成 生产线生产的产品完工入库的单据 区分汇报单来源 生产线领料单 - 退料单 主要功能 1 、倒冲时点在生产线工位中设定,上线倒冲或是下线倒冲; 2 、根据生产线上设置的倒冲时机,汇报单记账时自动生成子项物料的出库单,倒冲的物料根据 BOP 进行展开,只会合格品的产品会参与计算; 3 、回冲类型的汇报单记账时生成子项物料的退料单; 4 、退料单根据领料单下推生成,即使是系统自动生成的退料单也是根据当时的领料单下推生成; 5 、可以手工增加领料、退料单; 6 、系统倒冲生成的出库单允许手工修改; 应用介绍 应用场景 领料单目前都是由完工汇报单记账后台倒冲生成,不允许下推或上拉生成 可以通过选择汇报单的废品或是通过选择 BOM 手动生成下层子项物料,方便废品出库 生产线生产所需要的物料的生产出库单据 通过需求类型体现单据来源:倒冲需求、手工需求 选单界面可以手工批量新增物料 只有废品大于 0 的汇报单可以选到 刷新按过滤选项和展开选项自动计算子项物料的需求数量 批量勾选物料 生产线盘点差异分摊 主要功能 1 、分摊的前提条件:分摊的库存物料必须在入库产品的 BOM 中; 2 、盘盈的数量生成退料单,盘亏的数量生成领料单; 3 、分摊算法: 3.1 总权重: sum (每个入库单产品的 BOM 定额*入库数量) 3.2 分摊权重:每个入库单产品的 BOM 定额*入库数量 / 总权重 3.3 分摊数量:差异*分摊权重 4 、未生成领退料单,可以手工调整分摊数量或是取消分摊;但是一旦生成了领退料单,则不能取消,只能新建立一张分摊差异表,重新分摊 应用介绍 录入盘点数量 指定分摊产品 差异 分摊,调整数量 生成领、退料库单 应用场景 因为物料在倒冲出库不考虑损耗,不考虑废品等因素,所以一段时间后,库房不可避免的会产生一些差异;为了成本计算的准确性,此功能可以快速的把差异分摊到指定的入库单 上,形成领退料单 1 、指定生产线 4 、录入盘点数量,系统自动计算差异 3 、刷新数据,自动根据生产线的在制仓库读取库存、读取指定日期的生产线入库单 2 、指定入库日期 5 、指定该物料的差异是否参与分摊 6 、指定入库产品是否参与分摊 7 、先保存、再分摊;分摊后觉得不正确可以手工调整分摊数量或是取消分摊 8 、分摊后系统自动计算分摊数量,可以手工调整 9 、根据分摊明细,生成领退料单 生产线 生产管理整体方案 系统参数设置及其影响 计划管理业务流程 执行管理业务流程 报表分析 提纲 报表分析 - 生产线工位日产量 主要功能 要功能 客户价值 应用介绍 应用场景 记录一段时间内,每条生产线,按工位显示 每天不同品种的 产量 车间常用的日报表 报表分析 - 生产线日计划完工产量表 主要功能 要功能 客户价值 应用介绍 应用场景 按月或按季度统计每条生产线投产数量、合格数量、废品数量、合格率 车间常用的生产报表 报表分析 - 生产线工位在制库存表 主要功能 要功能 客户价值 应用介绍 应用场景 统计当前每个生产线、工位的即时在制库存、参考成本(成本取自物料的库存页签) 车间常用的在制材料统计表 报表分析 - 生产线投产计划统计表 主要功能 要功能 客户价值 应用介绍 应用场景 按生产线、月、季度统计投入、产出、合格率的报表 车间常用的生产统计表 特别声明 没有金蝶软件国际软件集团有限公司的特别 许可, 任何人不能以任何形式或为任何目的复制或传播本文档的任何部分。本文档中包含的信息如有更改,恕不另行通知。 由金蝶软件(中国)有限公司和其分销商所销售的某些软件产品包含有其它软件供应商版权所有的软件组件。 Microsoft® 、 WINDOWS® 、 NT® 、 EXCEL ® 、 Word ® 、 PowerPoint® 和 SQL Server® 是 微软公司的注册商标。 IBM® 、 DB2® 、 DB2 通用数据库、 OS/2® 、 Parallel Sysplex® 、 MVS/ESA 、 AIX® 、 S/390® 、 AS/400® 、 OS/390® 、 OS/400® 、 iSeries 、 pSeries 、 xSeries 、 zSeries 、 z/OS 、 AFP 、 Intelligent Miner 、 WebSphere® 、 Netfinity® 、 Tivoli® 、 Informix 和 Informix® 动态 ServerTM 是 国际商业机 器公 司在美国或其他公司的商标。 ORACLE® 是 ORACLE 公司的注册商标。 UNIX® 是 UNIX INTERNATIONAL CO.,LIMTED 的注册商 标、 OSF/1® 和 Motif® 是 Open Group 的注册商标。 Citrix® 、 Citrix 徽标、 ICA 、 Program Neighborhood® 、 MetaFrame® 、 WinFrame® 、 VideoFrame® 、 MultiWin ® 以 及此处引用的 Citrix 产品名是 Citrix Systems 公司的商标或注册商标。 HTML 是 HATEMOGLU TEKSTIL GIYIM SANAYI VE TICARET A.S. 的注册商标, DHTML 、 XML 和 XHTML 是 W3C® 、 World Wide Web 协会、计算机科学实验室的商标或注册商 标, PureXML 是国际商业机器公司的注册商 标。 JAVA® 是甲骨文美国有限公司的注册商标。 JAVASCRIPT® 是甲骨文美国有限公司的注册商标,由其技术开发和实施商 Netscape 许可使用。 Apusic ® 是深圳市金蝶中间件有限公 司的注册商标。 本 文档提到的金蝶 ® 、金蝶 KIS ® 、 K/3 ® 、 金蝶 EAS ® 、友 商网 ® 和 其它金蝶 产品和服务以及它们各自的徽标是金蝶软件(中国)有限公司在中国和世界其它一些国家的商标或注册商标。本文档提到的所有其它产品和服务名称是它们各自公司的商标。查看更多