- 2021-05-10 发布 |
- 37.5 KB |
- 68页

申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
汽车自动变速器课件:第四章 平行轴式自动变速器
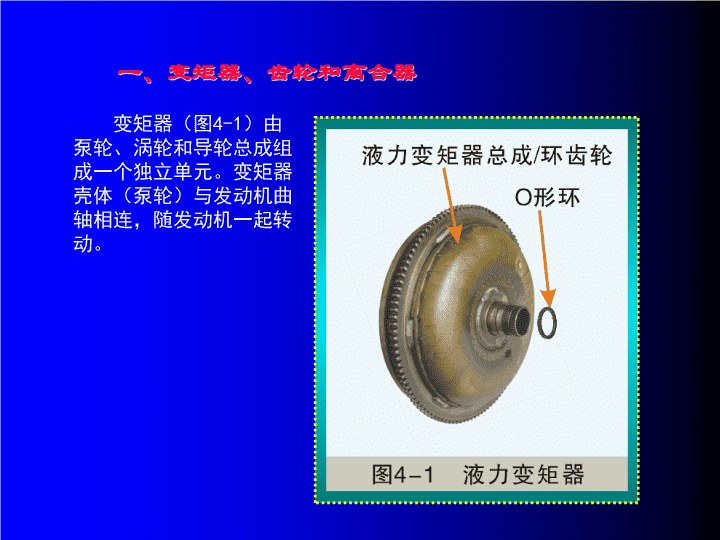
第一节 平行轴概述 变矩器(图4-1)由 泵轮、涡轮和导轮总成组 成一个独立单元。变矩器 壳体(泵轮)与发动机曲 轴相连,随发动机一起转 动。 电子控制系统由动力系控制模块(PCM)、传感器和电磁阀组成。换 挡和锁止由电子方式控制,这样,在任何条件驾驶都很舒适。PCM在仪表 板下,位于中央控制台后面的前下板的下面。 液压控制阀体包括主阀体、调节器阀体和伺服阀体。通过螺栓固定 在变矩器壳体上。主阀体包括手动阀、换挡阀A、换挡阀B、换挡阀C和换 挡阀E、安全阀、锁止控制阀、冷却器单向阀、伺服控制阀和ATF泵齿轮。 调节器阀体包括调节器阀、变矩器单向阀、锁止换挡阀、1挡及3挡蓄压 器。伺服阀体包括伺服阀、换挡阀D、2挡、4挡和5挡蓄压器及换挡电磁 阀A、B、C、D和E。油液从调节器流出,经手动阀,流向各控制阀。1挡、 3挡和5挡离合器从它们各自的输油管获取油液,2挡和4挡离合器从内部 液压回路获取油液。 PCM通过换挡电磁阀A、B、C、D和E以及A/T离合器压力控制电 磁阀A、B和C来控制换挡,并接受来自整个车辆的各种传感器和开 关的输入信号。换挡电磁阀改变换挡阀的位置,切换向离合器传递 液压的端口。A/T离合器压力控制电磁阀A、B和C调节各自的液压, 使离合器与其相应的齿轮进行啮合。A/T离合器压力控制电磁阀的 压力也作用在换挡阀上,以切换端口。 锁止机构工作在 D 位置(2挡,3挡,4挡和5挡)及 D3 位置 (2挡和3挡)。压力油通过液压油通道,从变矩器的后部排出,从 而使变矩器离合器活塞紧靠在变矩器盖上。此时,主轴与发动机曲 轴以相同的速度旋转。PCM与液压控制一起,优化锁止机构的正时 和容积。当PCM使换挡电磁阀E带电时,换挡电磁阀E的压力将切换 锁止换挡阀的ON和OFF。A/T离合器压力控制电磁阀A和锁止控制电 磁阀控制锁止条件的容积。 换挡杆有七个位置:P PARK(驻车)、R REVERSE(倒挡)、N NEUTRAL(空挡)、D1至5挡,D3 1至3挡,2 2挡和 1 1挡,挡位选 择位置如图4-2,如表4-1所示。 由于滑动型空挡安全开关的作用,车辆只能在 P 位置和 N 位 置起动。 自动变速箱差速器(A/T)挡位指示器仪表板上的A/T挡位指 示器能显示选中的位置,无需低头看换挡杆(如图4-3所示)。 (1)1挡离合器 (2)2挡离合器 (3)3挡离合器 (4)4挡离合器 (5)5挡离合器 (6)齿轮的运转 ◆主轴上的齿轮 ◆副轴上的齿轮 ◆第二轴上的齿轮 离合器和齿轮的工作示意,如图4-4所示。 第二节 传动原理 第三节 拆装与检修 1)检查推力滚针轴承和滚针轴承是否擦伤或转动不稳定。 2)检查花键是否过度磨损或损坏。 3)检查轴轴承表面是否灼伤和过度磨损。 4)安装O型密封圈前,用胶带包住花键,以免损坏O型密封 圈。 5)组装过程中,使ATF油润滑所有零件。 6)按图示方向,安装锥形弹簧垫圈和41×68mm的止推垫圈。 7)组装变速箱时,使用新的锁止螺母和锥形弹簧垫圈。 8)检查5挡齿轮间隙。 主轴的部件分解如图4-12所示。 1)拆除主轴变速箱壳体轴承。 2)将41×68mm的止推垫圈(A)、4挡/5挡离合器(B)、4挡 齿轮套管(C)及变速箱壳体轴承(D)装配至主轴(E)上。检查过 程中,不要安装O型密封圈。 3)借助压力机,将惰轮(F)安装在主轴上,然后安装锥形弹 簧垫圈(G)和锁止螺母(H)。 4)旋紧锁止螺母至29N·m(3.0 kgf·m,22(bf·ft)。 5)使用塞尺(C)测量主轴凸缘(A)与41×68 mm的止推垫圈 (B)之间的间隙,至少应测量三个位置。取平均值作为实际间隙值。 标准:0.03-0.11 mm(0.001-0.004 in.)(如图4-13所示) 6)如果间隙不在标准范围内,则拆下41×68mm的止推垫圈,测量其厚 度。(如图4-14) 7)选择并安装新的止推垫圈,然后新检查。 止推垫圈,41×68mm 8)更换止推垫圈后,确认间隙在标准范围内(见表4-2所示)。 9)分解轴和齿轮。 10)重新安装变速箱壳体内的轴承。 1)检查推力滚针轴承和滚针轴承是否擦伤或转动不稳定。 2)检查花键是否过度磨损或损坏。 3)检查轴轴承表面是否灼伤和过度磨损。 4)组装过程中,使用ATF油润滑所有零件。 5)按如图4-15所示方向,安装锥形弹簧垫圈、倒档接合套、 35×47×7.8 mm的套环和所有的齿轮。 6)组装变速箱时,使用新的锁止螺母和锥形弹簧垫圈。副轴锁止 螺母为左旋螺纹。 7)某些倒档接合套轴套和3档齿轮是压配在副轴上的。因此,拆除 和安装 时,需要使用专用工具。 所需专用工具 轴承分离器07KAF-PS30200 1)在4挡齿轮(A)上安装专用工具。在副轴(B)上安放压力机, 并在压力机与副轴间放置隔板(C),然后拆除倒挡接合套轴套(D)。 注:某些倒挡接合套轴套不是压配合的。因此,可以不用专用工 具和压力机来拆除。(图4-16) 2)拆除滚针轴承、定位环、35×47×7.8 mm的套环及开口环。 3)在副轴(A)上安放压力机,并在压力机与副轴间放置隔板 (B),然后拆除3挡齿轮(C)。(图4-17) 4)拆除37×41×82.8 mm的套环、5挡齿轮、1挡齿轮及2挡齿轮。 所需专用工具 导柱内径40mm 07746-0030100 1)在副轴上安装2挡齿轮、1挡齿轮、5挡齿轮及37×41×82.8 mm的 套环。 2)将3挡齿轮(A)滑到副轴上,然后使用专用工具和压力机,将其 压装就位。(如图4-18) 3)安装开口环、35×47×7.8 mm的套环、定位环、滚针轴承及4挡 齿轮。 4)将倒挡接合套轴套滑到副轴上,然后使用专用工具和压力机,将 其压装就位。 注:某些倒挡接合套轴套不是压配合的。因此,可以不用专用工具 和压力机进行安装。(如图4-19)。 1)检查推力滚针轴承和滚针轴承是否擦伤或转动不稳定。 2)检查花键是否过度磨损或损坏。 3)检查轴轴承表面是否灼伤和过度磨损。 4)安装O型密封圈前,用胶带包住花键,以免损坏O型密封圈。 5)组装过程中,使ATF油润滑所有零件。 6)按如图4-20所示方向,安装锥形弹簧垫圈和惰轮。 7)组装变速箱时,使用新的锁止螺母和锥形弹簧垫圈。锁止螺 母为左旋螺纹。 8)检查2挡齿轮间隙和1挡齿轮间隙。 所需专用工具 拆装器附件,内径42mm 07QAD-POA0100 1)拆卸 在第二轴(B)上放置轴保护装置(A),将拉拔器(C)安放在 惰轮(D)下,然后拆除惰轮和球轴承(E)。(如图4-21) 2)安装 安装第二轴(B)上的惰轮(A),然后使用专用工具和压力机, 安装惰轮上的球轴承(C)。(如图4-22) 1)将推力滚针轴承(A)、 滚针轴承(B)、2挡齿轮(C)、 推力滚针轴承(D)、37×58mm止 推垫圈(E)及2挡离合器(F)安 装在副轴(G),然后用卡环紧固 (H)。(图4-23) 2)使用塞尺(C),测量卡 环(A)与2挡离合器导承(B)之 间的间隙,至少测量三个位置。 取平均值作为实际间隙。 标准: 0.04~0.12 mm(0.002-0.005 in.)(图4-24) 3)如果测量值不在标准范围内,则拆下37×58mm止推垫圈,测量厚 度。 4)选择并安装新的止推垫圈,然后重新检查。 止推垫圈,37×58 mm 5)更换止推垫圈后,确认间隙在标准范围内,如表4-3所示。 6)分解轴和齿轮。 1)专用工具 机器附件,内径42mm07QAD-POA0100安装第二轴(H)上的推力 滚针轴承(A)、滚针轴承(B)、1挡齿轮(C)、推力滚针轴承 (D)、40×51.5 mm止推垫圈(E)、1挡/3挡离合器(F)和3挡齿 轮环(G)。 2)安装惰轮(I),然后使用专用工具和压力机,安装惰轮上 的球轴承(J)。 3)安装锥形弹簧垫圈(K)和锁止螺母(L),然后旋紧锁止螺 母至29 N·m(3.0 kgf·m,22(bf·ft)。 4)将第二轴总成倒放,在1挡齿轮(B)上放置百分表(A)。 二轴1挡齿轮间隙检测,如图4-25所示。 5)固定第二轴,转动1挡齿轮(A),测量1挡齿轮的轴向间隙, 至少应测量三个位置。取平均值作为实际间隙值。(如图4-26所示) 标准: 0.04~0.12 mm(0.002~0.005 in.) 6)如果间隙不在标 准范围内,则拆下 40×51.5mm的止推垫圈, 测量其厚度。 7)选择并安装新的 止推垫圈,然后新检查。 止推垫圈,40×51.5 mm(如表4-4所示) 8)更换止推垫圈后, 确认间隙在标准范围内。 9)分解轴和齿轮。 1)拆除卡环(A)、开口环护圈(B)和扁销键(C)。不要使 卡环扭曲。 2)拆除变速箱壳体上的惰轮轴/隋轮总成(D)。 3)检查卡环和开口环护圈的磨损和损坏。如果发现有磨损、 扭曲或损坏,则更换。 4)按与拆卸相反的顺序,安装惰轮和轴。 如图4-27所示。 所需专用工具 拆装导柱07749-0010000 拆装器附件,32×35mm 07746-0010100 1)拆除惰轮,隋轮轴总成上的卡环。(如图4-28a) 2)使用专用工具和压力机,拆除惰轮(B)上的惰轮轴(A)。 (如图4-28b) 3)更换惰轮或惰轮轴,把惰轮轴放在惰轮上。(如图4-28c) 4)使用专用工具和压力机,将惰轮轴(A)装入惰轮(B)。(如 图4-28d) 5)安装卡环。 所需专用工具 离合器弹簧压缩装置07LAE-PX40000 离合器弹簧压缩装置附件07LAE-PX40100 离合器弹簧压缩装置附件-07HAE-PL50101 离合器弹簧压缩装置螺栓总成07GAE-PG40200 卡环钳07LGC-0010100 1)用螺丝刀卸下卡环。(如图4-29a) 2)拆除1档离合器鼓(E)上的离合器压板(A)、离合器盘(5) (B)、离合器波纹板(5)(C) 和波形弹簧(D)。(如图4-29b) 3)拆除2档离合器鼓(G)上的离合器压板(A)、离合器盘(5) (B)、离合器波纹板(3)(C)、2.0 mm厚的平板(D)、4.0 mm厚 的板(E)和波形弹簧(F)。(如图4-29c) 4)在2.0 mm厚的平板(D)上作个参考标记。 5)拆除3档离合器鼓(F)上的离合器压板(A)、离合器盘(5) (B)、离合器波纹板(3)(C)、离合器平板(2)(D)和波形弹簧 (E)。(如图4-29d) 6)在离合器平板(D)上作参考标记。 7)拆除4挡离合器鼓(E)上的离合器压板(A)、离合器盘(3) (B)、离合器波纹板(3)(C)和波形弹簧(D)。(如图4-29e) 8)拆除5挡离合器鼓(E)上的离合器压板(A)、离合器盘(3) (B)、离合器波纹板(3)(C)和波形弹簧(D)。(如图4-29f) 9)安装专用工具。(如图4-29g) 10)确认已将专用工具(A)调整为与4挡和5挡离合器上的弹簧座 圈(B)完全接触。(如图4-29h) 11)将专用工具(A)固定在1挡、2挡和3挡离合器的弹簧座圈(B) 上,使工具对离合 器回位弹簧(C)起作用。(如图4-30a) 12)如果专用工具的任何一端固定在弹簧座圈上没有回位弹簧支撑 的部位,则将会损坏弹簧座圈。(如图4-30b) 13)用力压紧回位弹簧,直到可卸下卡环。(如图4-30c) 14)用卡环钳拆下卡环。(如图4-30d) 15)拆下专用工具。 16)拆下卡环(A)、弹簧座圈(B)和回位弹簧(C)。(如图4- 30e) 17)用一块维修用抹布包住离合器鼓(A),然后用压缩空气吹流 体通道,拆下活塞(B)。吹压缩空气时,用手指尖堵住通道另一端。 (如图4-30f) 18)拆除活塞,然后取下4挡和5挡离合器活塞上的O型密封圈。 (如图4-30g) 19)拆除活塞,然后取下1挡、2挡和3挡离合器鼓上的O型密封圈, 再拆除每个离合器活塞上的O型密封圈。(如图4-30h) 1)检测4挡和5挡离合器活塞和离合器活塞单向阀(A)。(如图 4-31a) 2)如果离合器活塞单向阀松动或损坏,更换离合器活塞。 3)检查弹簧座圈是否磨损和损坏。 4)检查1挡、2挡和3挡离合器上弹簧座圈的油封是否磨损、损坏 和脱皮。(如图4-31b) 5)如果油封磨损、损坏和脱皮,则更换弹簧座圈。 6)检测离合器盘、离合器片和离合器压板是否磨损、损坏和掉 色。 7)如果离合器盘磨损、损坏和掉色,则成套更换。离合器盘更 换后,应检测离合器压板与前端离合器盘的间隙。 8)如果任何离合器片磨损、损坏和掉色,则用新的更换。检测 其他波纹板的相差。离合器片更换后,应检测离合器压板与前端离 合器盘的间隙。 9)如果离合器压板磨损、损坏和掉色,检测离合器压板与前端 离合器盘的间隙,然后更换离合器压板。 1)将离合器波纹板(A)安放在划线台上,然后在波纹板上放置 百分表(B)。(如图4-32) 2)找出波纹板相差的最低点(D),使百分表归零,并在波纹板 的最低点作个参考标记。 3)抓住波纹板的外围,使波纹板转离最低点约60度。百分表应 处在相差的最高点(E)。不要抓住波纹板表面来转动波纹板。务必 抓住波纹板外围来转动波纹板。 4)读取百分表数值。百分表数值为波纹板最低点与最高点的相 等(C)。 5)转动波纹板约60度,百分表应处在相差的最低点(F和H), 然后使百分表归零。 6)按照第3至5步,测量波纹板其他两个最高点(G和I)的相差。 7)如果三次测量结果中,两次结果在标准范围内,则波纹板正 常。否则,应更换波纹板。 所需专用工具 离合器压缩装置附件07ZAE-PRP0100 1)检测离合器活塞、盘、片和端盖是否磨损和损坏,必要时, 检测离合器的波纹板相差。 2)安装离合器鼓内的离合器活塞。检测过程中,不要安装O型密 封圈。(如图4-33a) 3)安装1挡离合器鼓(B)内的波形弹簧(A)。从离合器波纹板 开始,交替安装离合器片(5) (C)和离合器盘(5)(D),然后 安装离合器压板(E),使平面侧面向离合器盘。(如图4-33b) 4)安装2挡离合器鼓(B)内的波形弹簧(A),然后安装4.0 mm 厚的板(C),使板的剪切边侧面(D)向鼓的内部。再安装离合器盘 (E)和2.0 mm厚的平板(F)。从盘开始,交替安装盘(4)(G)和 波纹板(3)(H),然后安装离合器压板(I),使平面侧面向离合 器盘。(如图4-33c) 5)安装3挡离合器鼓(B)内的波形弹簧(A)。安装离合器平 板(C)、离合器盘(D)和离合器平板(E)。从离合器盘开始, 交替安装离合器盘(4)(F)和离合器波纹板(3)(G),然后安 装离合器压板(H),使平而侧面向离合器盘。(如图4-33d) 6)安装4挡离合器鼓(B)内的波形弹簧(A)。从离合器波纹 板开始,交替安装离合器片(3)(C)和离合器盘(3)(D),然 后安装离合器压板(E),使平面侧面向离合器盘。(如图4-33e) 7)安装5挡离合器鼓(B)内的波形弹簧(A)。从离合器波纹 板开始,交替安装离合器片(3) (C)和离合器盘(3)(D), 然后安装离合器压板(E),使平面侧面向离合器盘。(如图4-33f) 8)用螺丝刀安装卡环。(如图4-33g) 9)在离合器压板(B)放置百分表(A)。(如图4-33h) 10)向上提离合器压板,使其与卡环(C)平齐,将百分表归 零。 11)放下离合器压板,使其回位,然后在离合器压板(A)上 安放专用工具。(如图4-34) 12)借助测力计,用150-160N(15-16kgf,33-35lbf)的力下 压专用工具,读取百分表(B)数值。百分表数值为离合器压板与 前端离合器盘(D)之间的间隙(C)。至少测量三个位置,取平均 值作为实际间隙。 13)如果间隙超出维修 极限,根据表4-5、4-6,选 择新的离合器压板。 14)安装新的离合器压 板,然后重新检测间隙。 1)用ATF油浸泡离合器盘至少30分钟。 2)将新的O型密封圈(A)安装在4挡和5挡离合器活塞(B)上。 (如图4-35a) 3)将新的O型密封圈(A)装入1挡、2挡和3挡离合器活塞(B) 内,然后在离合器鼓(D)上安装新的O型密封圈(C)。(如图4-35b) 4)将离合器活塞(A)装入离合器鼓(B)内。(如图4-35c) 用力转动,确保活塞正确定位。安装前用ATF油润滑活塞O形密封圈。 安装活塞时,不要用太大的力夹紧O形密封圈。 5)安装回位弹簧(A)和弹簧座圈(B),然后将卡环(C)固 定在弹簧座圈上。(如图4-36a) 6)安装专用工具。(如图4-36b) 7)确认已将专用工具(A)调整为与4挡和5挡离合器上的弹簧 座圈(B)完全接触。(如图4-36c) 8)将专用工具(A)固定在1挡、2挡和3挡离合器的弹簧座圈 (B)上,使工具压缩离合器回位弹簧(C)。(如图4-36d) 9)如果专用工具的任何一端固定在弹簧座圈上没有回位弹簧支 撑的部位,则将会损坏弹簧座圈。(如图4-36e) 10)压紧回位弹簧。(如图4-36f) 11)用卡环钳安装卡环。(如图4-36g) 12)拆下专用工具。 13)安装1挡离合器鼓(B)内的波形弹簧(A)。从离合器波纹 板开始,交替安装离合器片(5) (C)和离合器盘(5)(D),然 后安装离合器压板(E),使平面侧面向离合器盘。(如图4-36h) 14)安装2挡离合器鼓(B)内的波形弹簧(A),然后安装4.0 mm厚 的板(C),使板的剪切边侧面(D)向鼓的内部。再安装离合器盘(E) 和2.0mm厚的平板(F)。从盘开始,交替安装盘(4)(G)和波纹板(3) (H),然后安装离合器压板(I),使平面侧面向离合器盘。(如图4- 37a) 15)安装3挡离合器鼓(B)内的波形弹簧(A)。安装离合器平板 (C)、离合器盘(D)和离合器平板(E)。从离合器盘开始,交替安装 离合器盘(4)(F)和离合器波纹板(3)(G),然后安装离合器压板 (H),使平面侧面向离合器盘。(如图4-37b) 16)安装4挡离合器鼓(B)内的波形弹簧(A)。从离合器波纹板开 始,交替安装离合器片(3)(C)和离合器盘(3)(D),然后安装离 合器压板(E),使平面侧面向离合器盘。(如图4-37c) 17)安装5挡离合器鼓(B)内的波形弹簧(A)。从离合器波纹板开 始,交替安装离合器片(3)(C)和离合器盘(3)(D),然后安装离 合器压板(E),使平面侧面向离合器盘。(如图4-37d) 18)用螺丝刀安装卡环。(如图4-37e) 19)向流体通道内吹压缩空气,检查离合器活塞的运动情况。查看更多