- 2021-10-21 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
包装车间重点工序控制目标
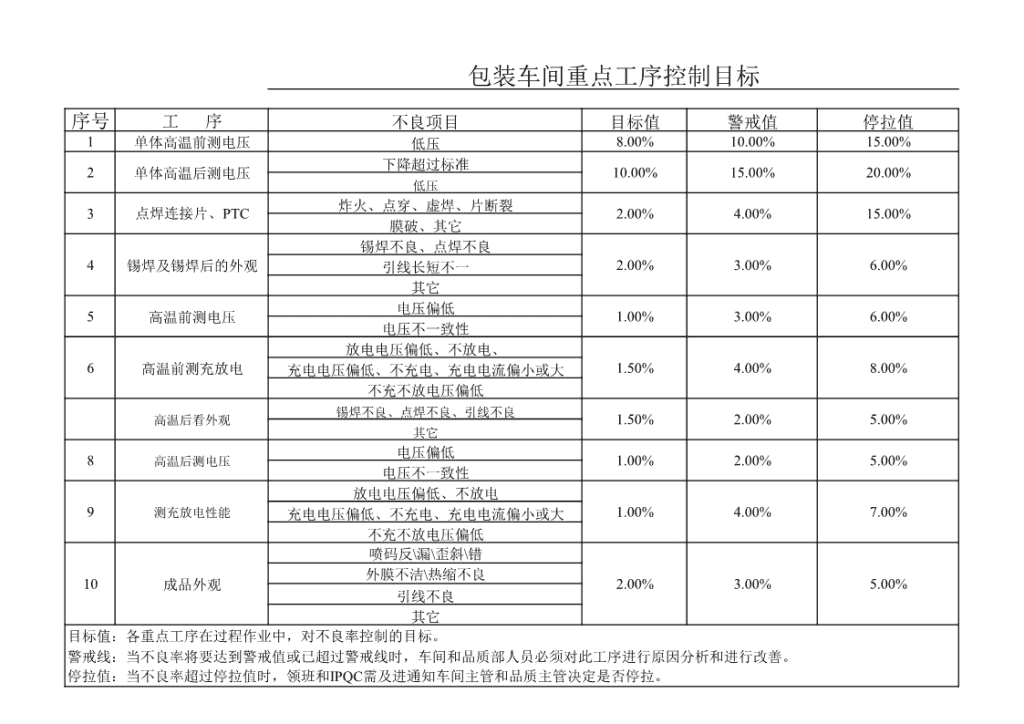
包装车间重点工序控制目标 序号 工 序 不良项目 目标值 警戒值 停拉值 1 单体高温前测电压 低压 8.00% 10.00% 15.00% 2 单体高温后测电压 下降超过标准 10.00% 15.00% 20.00% 低压 3 点焊连接片、PTC 炸火、点穿、虚焊、片断裂 2.00% 4.00% 15.00%膜破、其它 4 锡焊及锡焊后的外观 锡焊不良、点焊不良 2.00% 3.00% 6.00%引线长短不一 其它 5 高温前测电压 电压偏低 1.00% 3.00% 6.00%电压不一致性 6 高温前测充放电 放电电压偏低、不放电、 1.50% 4.00% 8.00%充电电压偏低、不充电、充电电流偏小或大 不充不放电压偏低 高温后看外观 锡焊不良、点焊不良、引线不良 1.50% 2.00% 5.00% 其它 8 高温后测电压 电压偏低 1.00% 2.00% 5.00%电压不一致性 9 测充放电性能 放电电压偏低、不放电 1.00% 4.00% 7.00%充电电压偏低、不充电、充电电流偏小或大 不充不放电压偏低 10 成品外观 喷码反漏歪斜错 2.00% 3.00% 5.00%外膜不洁热缩不良 引线不良 其它 目标值:各重点工序在过程作业中,对不良率控制的目标。 警戒线:当不良率将要达到警戒值或已超过警戒线时,车间和品质部人员必须对此工序进行原因分析和进行改善。 停拉值:当不良率超过停拉值时,领班和IPQC需及进通知车间主管和品质主管决定是否停拉。查看更多