- 2021-10-20 发布 |
- 37.5 KB |
- 6页

申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
特殊辅料安全库存量
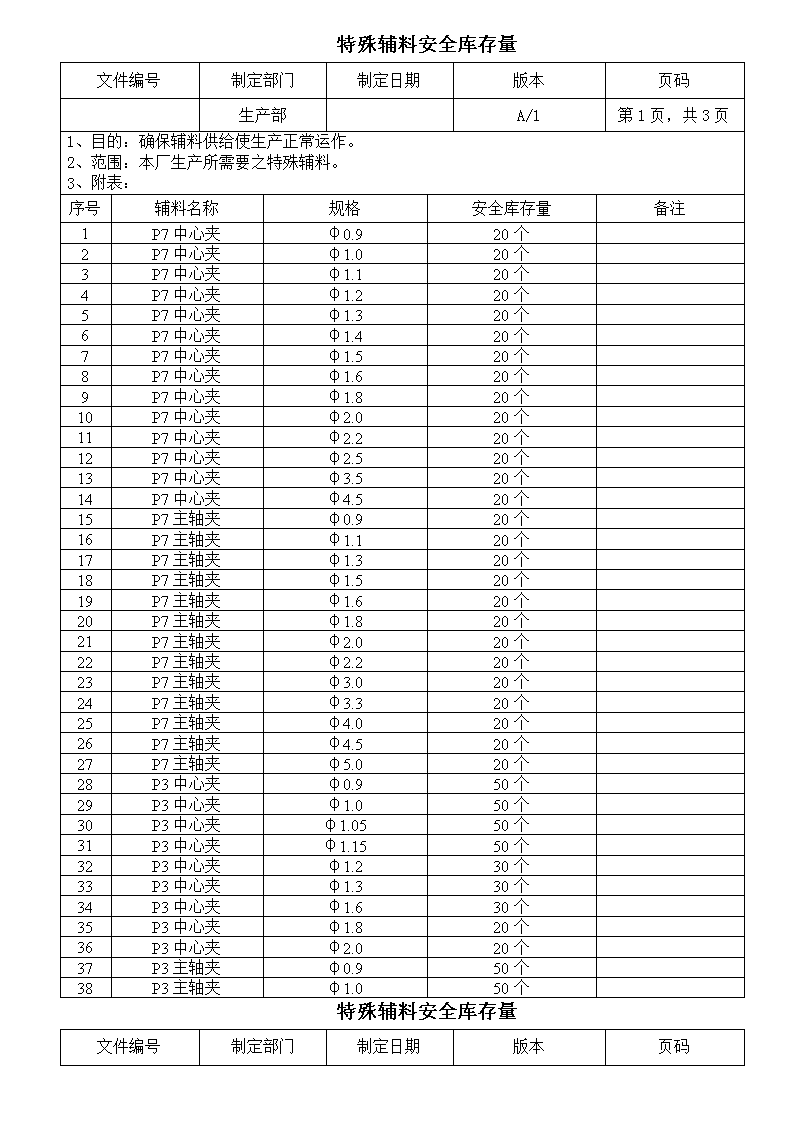
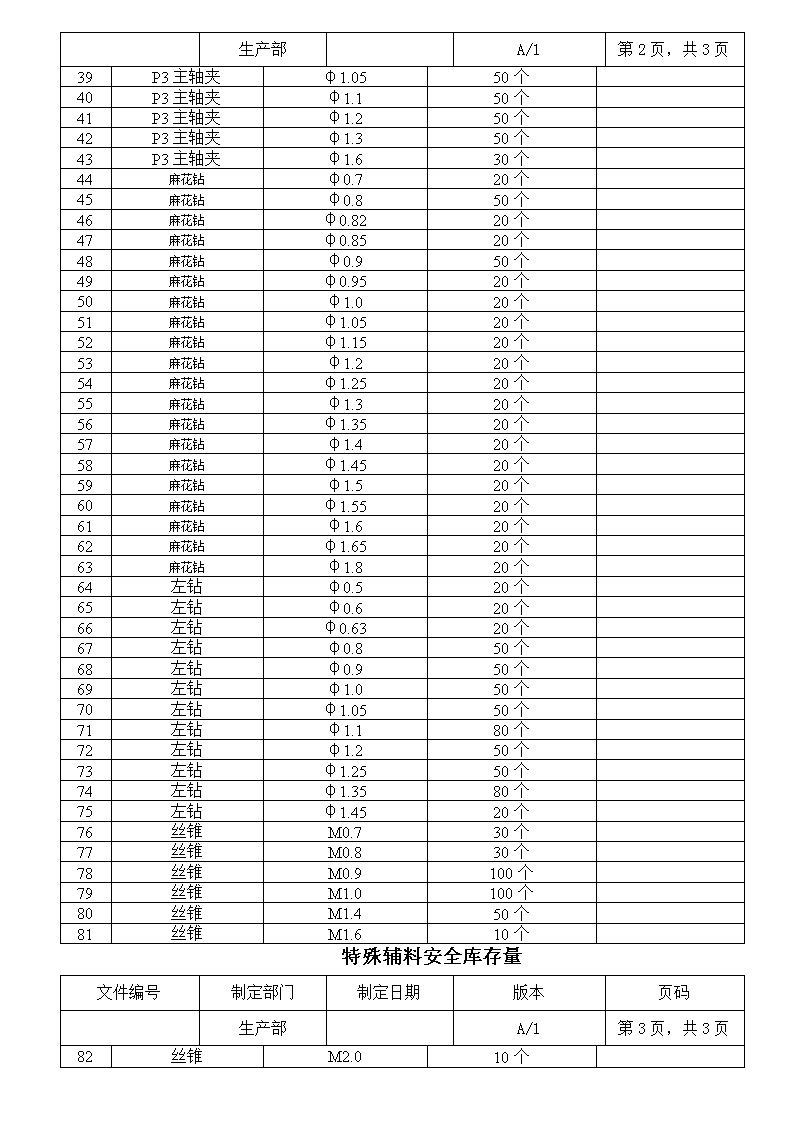
特殊辅料安全库存量 文件编号 制定部门 制定日期 版本 页码 生产部 A/1 第1页,共3页 1、目的:确保辅料供给使生产正常运作。 2、范围:本厂生产所需要之特殊辅料。 3、附表: 序号 辅料名称 规格 安全库存量 备注 1 P7中心夹 φ0.9 20个 2 P7中心夹 φ1.0 20个 3 P7中心夹 φ1.1 20个 4 P7中心夹 φ1.2 20个 5 P7中心夹 φ1.3 20个 6 P7中心夹 φ1.4 20个 7 P7中心夹 φ1.5 20个 8 P7中心夹 φ1.6 20个 9 P7中心夹 φ1.8 20个 10 P7中心夹 φ2.0 20个 11 P7中心夹 φ2.2 20个 12 P7中心夹 φ2.5 20个 13 P7中心夹 φ3.5 20个 14 P7中心夹 φ4.5 20个 15 P7主轴夹 φ0.9 20个 16 P7主轴夹 φ1.1 20个 17 P7主轴夹 φ1.3 20个 18 P7主轴夹 φ1.5 20个 19 P7主轴夹 φ1.6 20个 20 P7主轴夹 φ1.8 20个 21 P7主轴夹 φ2.0 20个 22 P7主轴夹 φ2.2 20个 23 P7主轴夹 φ3.0 20个 24 P7主轴夹 φ3.3 20个 25 P7主轴夹 φ4.0 20个 26 P7主轴夹 φ4.5 20个 27 P7主轴夹 φ5.0 20个 28 P3中心夹 φ0.9 50个 29 P3中心夹 φ1.0 50个 30 P3中心夹 φ1.05 50个 31 P3中心夹 φ1.15 50个 32 P3中心夹 φ1.2 30个 33 P3中心夹 φ1.3 30个 34 P3中心夹 φ1.6 30个 35 P3中心夹 φ1.8 20个 36 P3中心夹 φ2.0 20个 37 P3主轴夹 φ0.9 50个 38 P3主轴夹 φ1.0 50个 特殊辅料安全库存量 文件编号 制定部门 制定日期 版本 页码 生产部 A/1 第2页,共3页 39 P3主轴夹 φ1.05 50个 40 P3主轴夹 φ1.1 50个 41 P3主轴夹 φ1.2 50个 42 P3主轴夹 φ1.3 50个 43 P3主轴夹 φ1.6 30个 44 麻花钻 φ0.7 20个 45 麻花钻 φ0.8 50个 46 麻花钻 φ0.82 20个 47 麻花钻 φ0.85 20个 48 麻花钻 φ0.9 50个 49 麻花钻 φ0.95 20个 50 麻花钻 φ1.0 20个 51 麻花钻 φ1.05 20个 52 麻花钻 φ1.15 20个 53 麻花钻 φ1.2 20个 54 麻花钻 φ1.25 20个 55 麻花钻 φ1.3 20个 56 麻花钻 φ1.35 20个 57 麻花钻 φ1.4 20个 58 麻花钻 φ1.45 20个 59 麻花钻 φ1.5 20个 60 麻花钻 φ1.55 20个 61 麻花钻 φ1.6 20个 62 麻花钻 φ1.65 20个 63 麻花钻 φ1.8 20个 64 左钻 φ0.5 20个 65 左钻 φ0.6 20个 66 左钻 φ0.63 20个 67 左钻 φ0.8 50个 68 左钻 φ0.9 50个 69 左钻 φ1.0 50个 70 左钻 φ1.05 50个 71 左钻 φ1.1 80个 72 左钻 φ1.2 50个 73 左钻 φ1.25 50个 74 左钻 φ1.35 80个 75 左钻 φ1.45 20个 76 丝锥 M0.7 30个 77 78 丝锥 M0.8 30个 78 丝锥 M0.9 100个 79 丝锥 M1.0 100个 80 丝锥 M1.4 50个 81 丝锥 M1.6 10个 特殊辅料安全库存量 文件编号 制定部门 制定日期 版本 页码 生产部 A/1 第3页,共3页 82 丝锥 M2.0 10个 83 挤牙丝锥 M1.4*0.3 2个 84 刀杆 野村8*8 10个 85 刀杆 宽刀8*8 50个 86 刀杆 边刀8*8 50个 87 合金刀片 φ16*5*0.25 20个 88 合金刀片 φ16*5*0.3 20个 89 合金刀片 φ16*5*0.4 20个 90 合金刀片 φ16*5*0.5 20个 91 合金刀片 进口φ25*5*0.3 50个 92 合金刀片 φ16*5*0.2 20个 93 合金刀片 30*6*0.3 20片 94 合金刀片 30*6*0。35 20片 95 合金刀片 30*6*0。4 20片 96 合金刀片 80*1*25。4 2片 97 弹簧 1.5*0.17*47*30L 20K 98 介子 1.6*1.1*0.2 10K 99 介子 3.4*2.2*0.3 10K 100 胶圈 0.6*0.45 30K 101 胶圈 0.8*0.4 30K 102 胶圈 0.8*0.45 30K 103 胶圈 1.0*0.4 10K 104 105 106 107 108 109 110 111 112 113 114 批准 审核 制作 滴胶作业指导书 文件编号 制定部门 制定日期 版本 页码 42 生产部 A/0 第1页 共1页 1. 目的:对滴胶(点焊膏)提供作业指导,确保作业规范化,制定本作业指导书。 2. 范围:适用于滴胶机的操作。 3. 作业内容: 3.1 调机前的准备工作。 3.1.1 检查电压,气压是否正常。 3.1.2 按图纸找出需要滴胶(点焊膏)的部位。 3.1.3 把相应的胶(焊膏)装入针筒内,并装好合适的针头。 3.1.4 把需滴胶(点焊膏)的产品部位朝上且方向一致。 3.2 调机内容 3.2.1 把调压器按顺时针方向将压力调至10psi(0.7bar)作初步测试,如出胶量太小,可适当调大压力,直至最佳效果。 3.2.2 漏滴时轻微开启真空回抽旋扭。 3.2.3 按下电源开关,关掉时间选择按钮,把针头放于纸上,压下脚踏开关将针头内部填满。 3.2.4 开启时间选择按钮,调节时间旋钮,可重复滴出小点。如果是要滴出长线形或大范围的效果,则只需关掉时间选择按钮即可。 4 注意事项: 4.1滴胶(点焊膏)时只能点在相应的部位,如果不小心点到其它部位,须立即擦干净并重新滴胶 (点焊膏)。 4.2 每次滴胶(点焊膏)完,应开大真空回抽1-2分钟,防止针筒内残余压力把胶压出造成浪费。 4.3 每天做好机床的“6S” ,并做好记录。 5 相关文件: 5.1 《生产管理程序》。 5.2 《生产设备管理程序》。 6 相关表格、记录: 6.1 《设备日常保养记录表》由生产部保存至少六个月。 批准 审核 制作 碟机作业指导书 文件编号 制定部门 制定日期 版本 页码 43 生产部 A/0 第1页 共1页 1. 目的:对碟机加工的产品提供作业指导,确保作业规范化,制订本作业指导书。 2. 范围:适用于本厂碟机加工半成品。 3. 作业内容: 3.1 每天操作工做好设备保养并作记录,根据所加工的产品生产图纸,选择合适砂纸和模具。 3.2 将砂纸装在碟面上,并打上适量的油蜡。 3.3 按图纸要求的打碟部位,外观及尺寸调整好工作平台。 3.4 打开电源开关。 3.5 将加工的产品装入模具内,右手将模具放在工作平台上,紧贴砂纸并来回移动,直到把产品加工好。 3.6 加工完成后将产品取下,按生产图纸要求自检,送首检,合格后,开始加工作业,加工好的产品放在盒子里。 3.7 生产不合格品放在红色的小胶盒里,按<<不合格品控制程序>>处理。 3.8 每加工完一批产品后,装入胶盒里,流入下道工序。 3.9 碟机出现故障时,按<<生产设备管理程序>>处理。 4 注意事项: 4.1 开机前必需检查开关是否正常。 4.2 机床空转两圈检查机床运转有无异声。 4.7 每天做好机床的“6S” ,并做好记录。 5 相关文件: 5.1 《生产管理程序》。 5.2《生产设备管理程序》。 5.3《不合格品控制程序》。 6 相关表格、记录: 6.1 《设备日常保养记录表》由生产部保存至少六个月。 批准 审核 制作 喷沙机作业指导书 文件编号 制定部门 制定日期 版本 页码 39 生产部 A/0 第1页 共1页 1.目的:为喷沙机加工产品时提供作业指导,确保作业规范化,制定本作业指导书。 2.范围:适用于喷沙机加工产品。 3.作业内容: 3.1操作工每天做好开机前的准备工作(如根据不同的产品选择漏网等),进行机器日保养,并作记录; 3.2将产品倒入漏网中,放进喷沙机内,关好机门; 3.3打开喷沙机的电源开关和空压机的开关; 3.4左手掌稳漏网,右脚不停地踩动气压踏板,右手紧握喷头,距离产品10cm的高度,均匀地喷向所加 工的产品,直至其OK; 3.5加工完成后,将产品从喷沙机内取出,并按照品质要求进行自检、送首检,合格后才正式生产; 3.6凡加工中的不合格品,均放置于不良品盒中,按《不合格品控制程序》进行处理; 3.7每加工一批的合格品,均装入蓝色胶盆里,流入下道工序; 3.8若喷沙机出现故障时,按《生产设备管理程序》处理。 4.注意事项: 4.1 开机前须检查机器的重要部份是否正常; 4.2检查空压机是否有漏气的现象; 4.3确认被喷沙的产品是否喷沙均匀,且不能有漏沙。 4.4每天做好机床的“6S” 。 5.相关文件: 5.1 《生产管理程序》; 5.2《生产设备管理程序》; 5.3《不合格品控制程序》。 6.相关表格、记录: 6.1《设备日常保养记录表》由生产部保存至少六个月。 批准 审核 制作查看更多