- 2022-04-26 发布 |
- 37.5 KB |
- 5页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
双膜组合工艺在石化废水处理中的应用
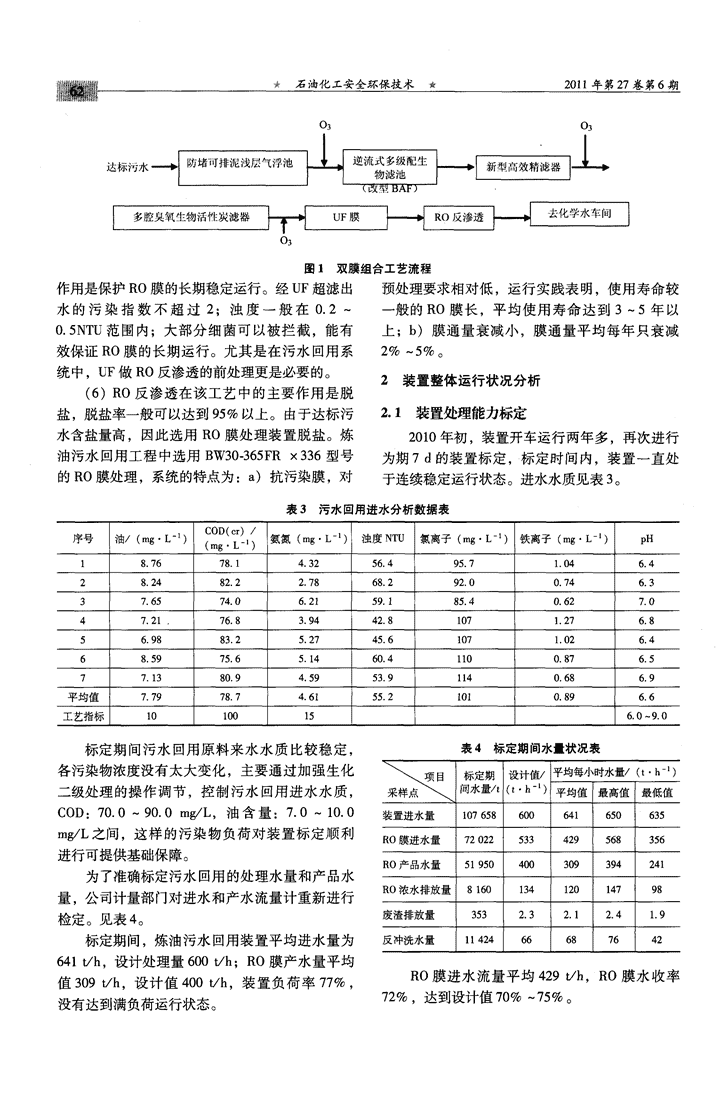
舟石油化工安全环保技术龠PETROcHEMICALSAFETYANDENVIR0NMENTALPROTECTIONTECHNOLOGY2011年第27卷第6期双膜组合工艺在石化废水处理中的应用任秀芹(中国石油天然气股份有限公司锦州石化分公司,辽宁锦州125001)摘要:利用污水回用技术处理石化行业的废水,一直以来备受关注,“超滤一反渗透”的双膜组合工艺生产优质再生水,更是石化废水处理所追求的高级目标。通过对炼油污水回用装置工艺流程选择和对双膜组合工艺特点以及生产运行现状的介绍,总结锦州石化公司应用该工艺四年来的运行经验,表明双膜组合工艺处理炼油污水是可行的.为污水处理提供了一条新的方法,是实现节水减排目标的首选方案,具有显著的经济和社会效益。关键词:双膜组合工艺石化废水应用炼化企业是新水消耗的主要用户之一,在的连续稳定运行,效果良好,每年可生产初级水资源日益紧缺的今天,如何节约新水,实现再生水3500kt,全部用于循环水场补充水。污水再利用是提高企业经济效益的有效途径。2007年开工建设的炼油污水回用装置设计处理锦州石化公司新鲜水主要用于热工系统脱盐水量500t/h,采用UF膜+RO膜组合工艺脱盐,处理和循环水补水,二者新鲜水占整个企业新单独或混合新鲜水,一同进热电厂化学水车间。鲜水用量的80%~90%,其余用于生活及生产由于膜法脱盐较树脂法经济,尤其对于锦州地辅助设施用水。鉴于热工系统的凝结水回收率区污水含盐量较高的特点,经济效益更明显。比较高,在目前水资源比较紧缺的情况下,污一般脱盐水在7一l0元/t,而RO出水一般在水回用成为节水的主要任务,污水回用主要途2—3.50元/t左右,脱盐能达到95%左右,同径是围绕污水回用于循环冷却水系统或用于除时减少化学车间再生时的酸碱耗量,减轻污染。盐水系统。两套污水回用装置的平稳运行,企业年新鲜水耗量由25000kt降低到19000kt,取得了明显的经济效益和社会效益。l双膜组合工艺技术特点1.1进水水质公司炼油污水回用工程的来水,是经炼油污水处理场处理的达标排放污水。其中主要污染物为悬浮物(Ss)、有机物(COD)、氨氮和油。见表1。收稿日期:2011-04-08;修改日期:2011-06.26。作者简介:任秀芹,女,1988年毕业于抚顺石油学锦州石化公司于2003年11月建成投用设计院环境工程专业,一直从事石油化工水处理技术,处理量为500t/h的污水回用装置,经过7年多具有丰富的污水处理现场运行管理经验。工程师n2011年第27卷第6期女任秀芹.双膜组合工艺在石化废水处理中的应用嚏表1污水回用装置实际进水水质mg/L该工艺主要作用是脱盐,具有出水水质好、序号项目数值占地面积小,对进水水质要求高的特点。双膜法1油5.0~l0.O在污水回用中的条件是,入RO之前的前道工序2C0Dcr50.0—90.0必须把COD、NH.N等污染物降解到一定的程3氨氮5.O~l5.O度,否则在RO的浓水中,将出现COD、NH一N4pH6.0—8.O超标,是不允许排放的。另外,RO膜易产生有5总铁/FeO.5—3.0机物的污堵,不能长期稳定运行,也就是说RO6浊度/NTU20—8O主要是脱盐,而有机物应由前处理的生物降解7总硬3oo一500去除。8氯离子/Cl一100—3001.2.2工艺特点9碱度loo一200(1)防污堵、可排泥高压旋流气浮系统,采注:表中总硬、碱度以碳酸钙计。用自动调节式旋流释气器,利用污水厂原有污水由于工艺中都有二级生化处理,经生化后的监测池改造的,池内原有刮油刮泥机,吸取化工污水B/C比较低。见表2。污水回用气浮池底部常有浮渣沉积,需定期清理表2进水B/C比的弊端,保留池底刮泥机,这样配合加药絮凝,序号分析样品C0D/BOD/B/C对去除油、有机物、浊度有明显效果,尤其对大(mg·L)(mg·L)分子量、非溶解性有机物去除效率较高。1回用进水47.88.7O.18(2)逆流式多级配生物过滤系统的技术特征2回用进水83.4l3.5O.16是在床体内充填特殊的陶粒填料,具有巨大的比3回用进水38.32.4O.064回用进水41.72.7O.O6表面积,可附着很大的生物量。用于深度处理,5回用进水66.74.40.07其污泥负荷很低,可达到很好的出水水质,而且6回用进水65.92.1O.O3出水水质稳定。7回用进水65.323.50.36(3)臭氧投加设置三处臭氧投加点,分别是8回用进水74.32O.7O.28位于气浮池后的臭氧反应池、多腔活性炭滤器之9回用进水64.15.30.O8前的臭氧射流器及活性炭滤器,其中前两处投加10回用进水6O.14.50.07点用于水质处理,第三处投加点用于活性炭滤料l1回用进水52.07.0O.13的再生。其作用是利用臭氧强氧化性依次与污水12回用进水54.84.3O.0813回用进水64.18.80.14中的溶解性有机物及油类反应,根据不同的分子14回用进水58.65.8O.10结构,把环链打成直链,把长链打成短链,改变15回用进水45.14.20.O9其化学特性,使其在后续工序中有效去除,臭氧16回用进水78.93.8O.05用于活性炭再生,可以使活性炭表面的污染物进l7回用进水79.34.80.O6一步氧化,恢复活性炭的功能,延长活性炭的使18回用进水54.04.8O.O9用寿命。19回用进水72.49.30.13(4)多腔生物活性炭滤器内置活性碳填料,平均值61.47.4O.12来水进入滤器前投加臭氧,利用臭氧在污水中的半衰期,在滤器内分别形成生物活性炭和吸附活1.2双膜组合工艺及其特点性炭两种处理方式,接触富氧水的上腔活性炭因1.2.1双膜组合工艺处于氧化状态而得到氧化再生,有助于活性炭内在污水B/C比小于0.15的情况下,要进一外表面生成新鲜生物膜,同时也延长活性炭的使步降解COD,必须采用强氧化剂将有机物分解后用寿命,以利于高效降解水中COD、酚、氰等杂进行三级生化处理,再采用双膜组合工艺生产优质,处于下腔的活性炭主要是正常吸附和拦截质再生水。经过可研后确定,污水回用单元采用作用。组合流程+双膜分离技术。工艺流程见图1。(5)uF超滤膜是用做RO膜的前处理,主要n舞墨化工安全环保技术谢2011年第27卷第6期03l11-达标污水.多腔臭氧生物活性炭滤器_,r—一UF膜.—_.JRO反渗透—_.一去化学水车问图1双膜组合工艺流程作用是保护RO膜的长期稳定运行。经UF超滤出预处理要求相对低,运行实践表明,使用寿命较水的污染指数不超过2;浊度一般在0.2~一般的RO膜长,平均使用寿命达到3—5年以0.5NTU范围内;大部分细菌可以被拦截,能有上;b)膜通量衰减小,膜通量平均每年只衰减效保证RO膜的长期运行。尤其是在污水回用系2%一5%。统中,uF做RO反渗透的前处理更是必要的。2装置整体运行状况分析(6)RO反渗透在该工艺中的主要作用是脱盐,脱盐率一般可以达到95%以上。由于达标污2.1装置处理能力标定水含盐量高,因此选用RO膜处理装置脱盐。炼2010年初,装置开车运行两年多,再次进行油污水回用工程中选用BW30-365FR×336型号为期7d的装置标定,标定时间内,装置一直处的RO膜处理,系统的特点为:a)抗污染膜,对于连续稳定运行状态。进水水质见表3。表3污水回用进水分析数据表序号油/(COD(cr)/mg·L)(氨氮(mg·L)浊度NTU氯离子(mg·L)铁离子(mg·L)pHmg·L)18.7678.14.3256.495.71.046.428.2482.22.7868.292.00.746.337.6574.06.2l59.185.4O.627.O47.2176.83.9442.81071.276.856.9883.25.2745.61071.026.468.5975.65.1460.4l10O.876.577.1380.94.5953.9l140.686.9平均值7.7978.74.6155.2101O.896.6工艺指标10100156.O~9.0标定期间污水回用原料来水水质比较稳定,表4标定期间水量状况表各污染物浓度没有太大变化,主要通过加强生化\\项目标定期设计值/平均每小时水量/(t·h)二级处理的操作调节,控制污水回用进水水质,采样点\\间水量/t(t·h)平均值最高值最低值\COD:70.0—90.0mg/L,油含量:7.0~10.0装置进水量1076586oo641650635mg/L之间,这样的污染物负荷对装置标定顺利RO膜进水量72022533429568356进行可提供基础保障。RO产品水量51950400309394241为了准确标定污水回用的处理水量和产品水RO浓水排放量816013412014798量,公司计量部门对进水和产水流量计重新进行废渣排放量3532.32.12.41.9检定。见表4。标定期间,炼油污水回用装置平均进水量为反冲洗水量1l42466687642641t/h,设计处理量600t/h;RO膜产水量平均RO膜进水流量平均429t/h,RO膜水收率值309t/h,设计值400t/h,装置负荷率77%,72%,达到设计值70%一75%。没有达到满负荷运行状态。n2011年第27卷第6期谢任秀芹.双膜组合工艺在石化废水处理中的应用RO浓水排放率28%,超过设计值25%指标,标定数据表明:初级生物滤池对浊度有很好主要是为了减小RO膜的结垢程度,控制RO膜的去除效果,去除率达到60%以上,对COD、氨的水收率,适当增加浓水的流量。氮去除率也能达到50%以上。见图2。装置反冲洗水量平均为68t/h,高于设计值初滤池污染物去除率曲线图8066t/h,原因是标定期间增加了化学清洗,RO膜70水冲洗频次。60霉50气浮池废渣排放量为2.1t/h,低于设计值4O2.3t/h。3O202.2各处理单元运行效果标定lO2.2.1气浮系统0气浮系统采用部分回流加压溶气气浮法,絮图2初级生物滤池污染物去除百分率数据表凝剂选择碱式聚合氯化铝和阳离子聚丙烯酰胺,药剂投加浓度分别控制为210mg/L和1.0mg/L。2.2.3活性炭滤器见图1。二级滤器出水浊度较好,油去除率较差,初滤池污染物去除牢曲线图COD去除率11.2%,实现了臭氧强氧化后对难降8070解有机物的去除效果,达到国内同类装置UF膜60进水水平。见表5。尊50表5二级滤器进出水水质情况4030\\项目油/(COD(cr)/mg·L)(mg·L)浊度(NTU)20数值\y10\进水出水进水出水进水出水0设计值1.oo0.5O6O.O50.05.O2.0l2345678910标定值1。661.5260.553.72。41.1图1气浮系统污染物去除率曲线2.2.2生物过滤系统2.2.4超滤膜系统生物滤池在运行中空气由下而上经过填料对UF膜对浊度发挥较好的去除效果,出水浊微生物进行供氧,填料可对气泡进行充分切割使度0.6NTU;出水SDI≤1.59,其设计控制值SDI之分配均匀,布气效果好,氧转移效率高,曝气≤3.0,保证了进入RO膜的水质。根据同类装置强度只有0.17m/mmin左右,同比传统的接触的运行情况,UF膜对COD的去除率都很低,小氧化工艺运行能耗更低。分子的COD不影响RO膜进水水质。见表6。表6UF膜挤出水水质情况\项目渺COD(Mn)/浊度氯离子/寝,聊电艟/\pHSDJ采样\(n1g·L)(Ⅱ1g·L)(n】g·L)舢(mg·L)(I·L)(n1g·L一)(I·L一)(ms-L)(gs·cm)(n1g·L)UF进水1.527.46.40.671.112l0.690.5451287843l5OUF出水1.417.O6.30.45O.6119O.55O.5O4742818341431.592.2.5反渗透膜系统到进入热电厂锅炉生水水质要求。见表7。RO膜对油、COD、氨氮、浊度、铁离子、2.2.6RO浓水水质硬度、电导率等污染物的去除效果较好,产品水RO膜浓水COD值240mg/L,没有达到设计水质除了油以外,都低于设计指标,浊度、铁离值。依据RO膜的浓缩倍数和对国内同类装置的子、硬度、电导的去除率也比设计值高很多,其调研,一般膜处理RO浓水都无法达到合格排放,主要指标硬度、电导等指标均好于新水指标,达这是今后需要解决的问题。见表8。n由石油4k~_r-安全环保技术嚼2011年第27卷第6期表7RO膜出水水质情况\项目油/COD(Mn)/浊度氯离子/铁离子/盐度/’聊碱度/\pHSDI采样\(rng·L)(“·L)(mg·L)NTU(rng·L)(rIlg·L)(mg·L-1)(·L)(嘴·L)(·cnl一)(rag·L)RO进水1.417.O6.30.45O.6l190.550.504742818341431.59RO出水O.08O.126.75未检出O.126.2O未检出未检出未检出9.452.617.1工艺指标未检出≤16.5..O7≤0.5≤0.3≤1O≤O.O2≤50≤1O≤10o≤2O.2表8RO膜浓水水质情况\项目油/COD(Mn)/浊度氯离子/铁离子/盐恻硬Eg~-/触\pHSDI采样\(n1g·L)(嘴·L)(rng·L)NIU(n1g-L)(n1g·L)(n1g·L)(n1g·L)(唱·L)(gs·cnl)(n1g·L)浓水6.92406.81.29O.635132.231.9l1302954600制各段出水水质,确保人膜水质达到标准,是保证3结语uF+RO处理装置长周期稳定运行的技术关键。1、RO反渗透膜属于先进技术,人膜水水质参考文献:要求高,最大给水浊度为1NTU,实际运行应<0.5NTU,最大给水污染指数(SDI)为5,而实钱汉卿,左宝昌.化工水污染防治技术际运行应控制SDI<3,才能保证长周期运行。[M].北京:中国石化出版社,2004.2、uF对有机物的拦截率不高,因其只对大分子[2]李本高,等.工业水处理技术[M].北有机物有拦截作用,而对一般<500130道尔顿的有机京:中国石化出版社,2006.物无拦截作用,因此,对达标污水回用,若不加强[3]刘茉娥,蔡邦肖,陈益棠.膜技术在污水预处理,仅用uF+RO就难以保证出水水质合格。治理及回用中的应用[M].北京:化学3、加强对各水处理单元的运行管理,严格控工业出版社.2005.《石油化工安全环保技术》第二届编委会第二次工作会议成功召开《石油化工安全环保技术》第二届编委会第二次工作会议于2011年10月28日在江西南昌召开,来自中石化、中石油、中海油等45家单位的编委、专家共50人参加。中国石油化工集团公司安全环保局局长、《石油化工安全环保技术》主编王强出席会议并做了重要指示。与会编委认真听取了编辑部的工作汇报,充分肯定了期刊的定性、定位、内容框架,以及期刊近二年来的进步,热烈讨论了2012年的组稿规划,为今后期刊的发展畅所欲言、献计献策,对今后杂志的组稿、出版、发行工作提出了很多宝贵的建议。此次编委工作会议取得了圆满成功,为今后期刊更好的发展奠定了坚实的基础。《石油化工安全环保技术》编辑部查看更多