- 2021-04-12 发布 |
- 37.5 KB |
- 2页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
抽样计划程序
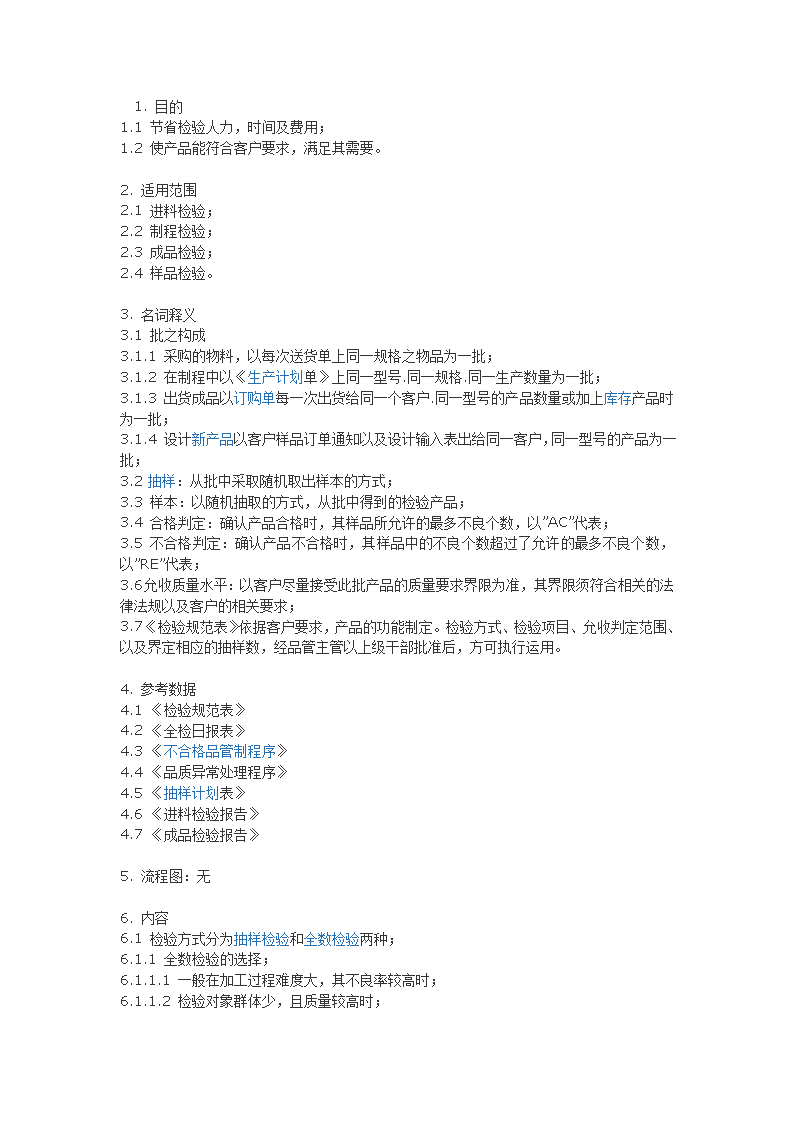
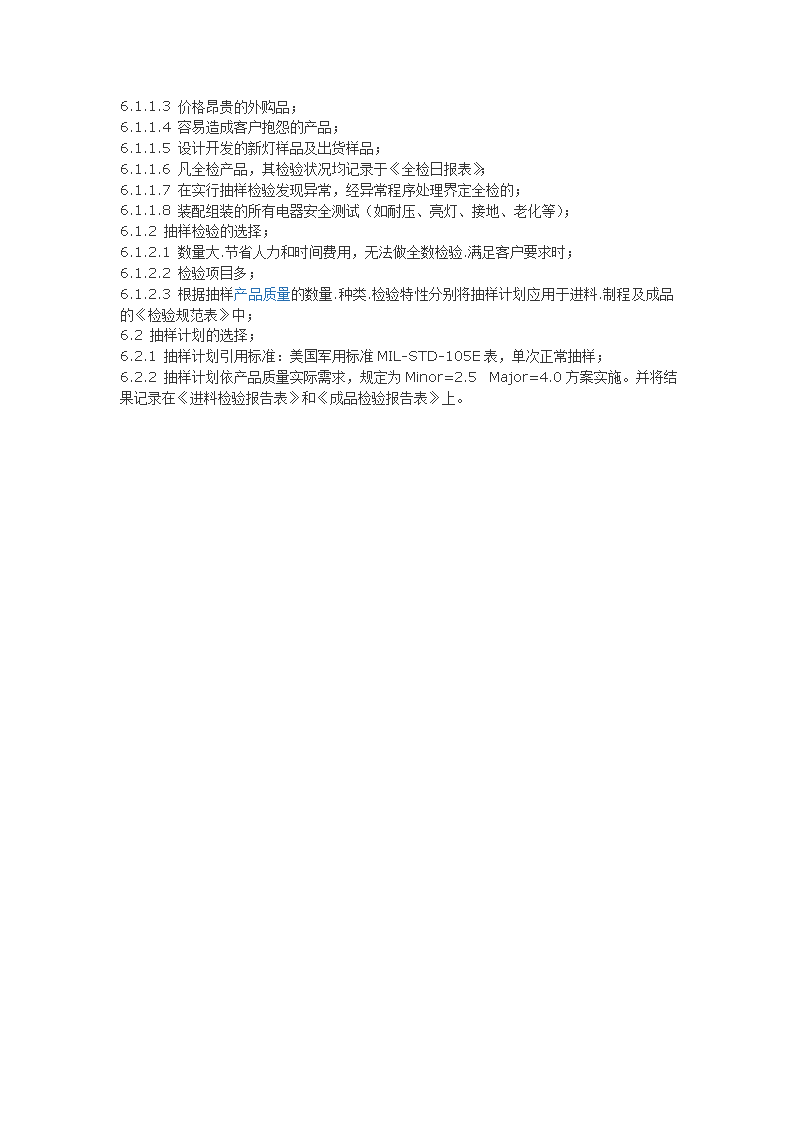
1. 目的 1.1 节省检验人力,时间及费用; 1.2 使产品能符合客户要求,满足其需要。 2. 适用范围 2.1 进料检验; 2.2 制程检验; 2.3 成品检验; 2.4 样品检验。 3. 名词释义 3.1 批之构成 3.1.1 采购的物料,以每次送货单上同一规格之物品为一批; 3.1.2 在制程中以《生产计划单》上同一型号.同一规格.同一生产数量为一批; 3.1.3 出货成品以订购单每一次出货给同一个客户.同一型号的产品数量或加上库存产品时为一批; 3.1.4 设计新产品以客户样品订单通知以及设计输入表出给同一客户,同一型号的产品为一批; 3.2 抽样:从批中采取随机取出样本的方式; 3.3 样本:以随机抽取的方式,从批中得到的检验产品; 3.4 合格判定:确认产品合格时,其样品所允许的最多不良个数,以”AC”代表; 3.5 不合格判定:确认产品不合格时,其样品中的不良个数超过了允许的最多不良个数,以”RE”代表; 3.6 允收质量水平:以客户尽量接受此批产品的质量要求界限为准,其界限须符合相关的法律法规以及客户的相关要求; 3.7 《检验规范表》依据客户要求,产品的功能制定。检验方式、检验项目、允收判定范围、以及界定相应的抽样数,经品管主管以上级干部批准后,方可执行运用。 4. 参考数据 4.1 《检验规范表》 4.2 《全检日报表》 4.3 《不合格品管制程序》 4.4 《品质异常处理程序》 4.5 《抽样计划表》 4.6 《进料检验报告》 4.7 《成品检验报告》 5. 流程图:无 6. 内容 6.1 检验方式分为抽样检验和全数检验两种; 6.1.1 全数检验的选择; 6.1.1.1 一般在加工过程难度大,其不良率较高时; 6.1.1.2 检验对象群体少,且质量较高时; 6.1.1.3 价格昂贵的外购品; 6.1.1.4 容易造成客户抱怨的产品; 6.1.1.5 设计开发的新灯样品及出货样品; 6.1.1.6 凡全检产品,其检验状况均记录于《全检日报表》; 6.1.1.7 在实行抽样检验发现异常,经异常程序处理界定全检的; 6.1.1.8 装配组装的所有电器安全测试(如耐压、亮灯、接地、老化等); 6.1.2 抽样检验的选择; 6.1.2.1 数量大.节省人力和时间费用,无法做全数检验.满足客户要求时; 6.1.2.2 检验项目多; 6.1.2.3 根据抽样产品质量的数量.种类.检验特性分别将抽样计划应用于进料.制程及成品的《检验规范表》中; 6.2 抽样计划的选择; 6.2.1 抽样计划引用标准:美国军用标准MIL-STD-105E表,单次正常抽样; 6.2.2 抽样计划依产品质量实际需求,规定为Minor=2.5 Major=4.0方案实施。并将结果记录在《进料检验报告表》和《成品检验报告表》上。查看更多