- 2021-05-10 发布 |
- 37.5 KB |
- 6页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
三车间改善提案(锻压车间)
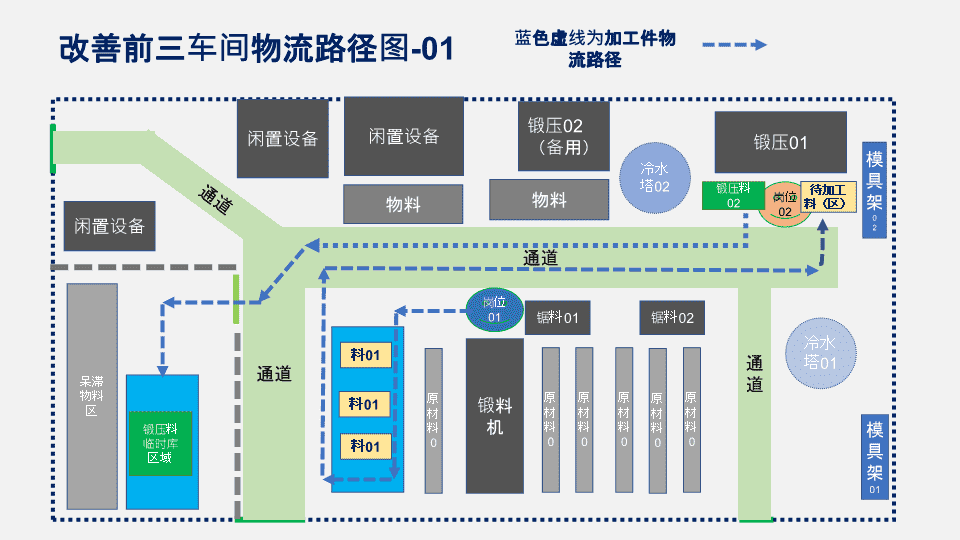
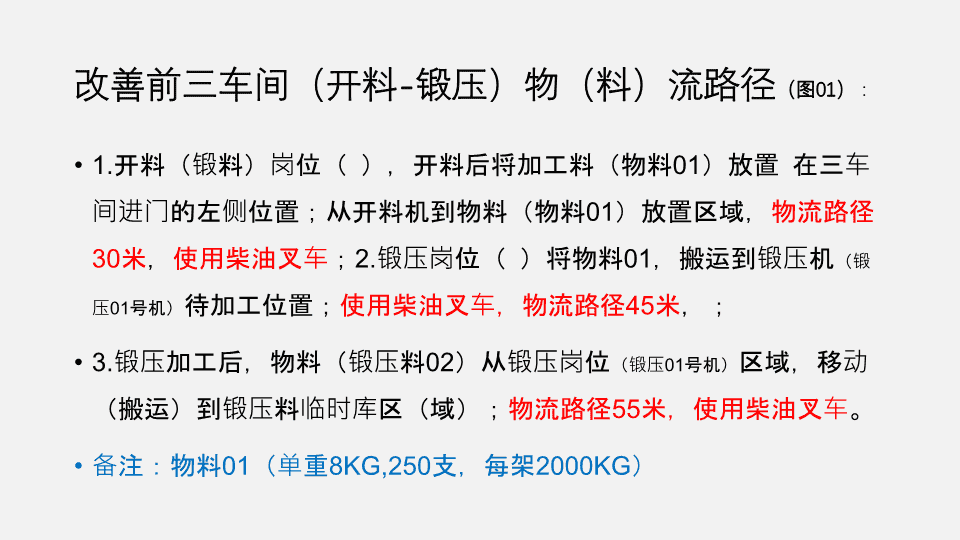
三车间物流路径改善策划 ( 锻压车间 ) 策划:朱勇军 锻压 01 锻料机 锯料 01 锯料 02 模具架 02 冷水塔 01 冷水塔 02 闲置设备 闲置设备 闲置设备 锻压 02 (备用) 通道 通道 通道 通道 岗位 02 岗位 01 料 01 料 01 料 01 待加工料(区) 锻压料 02 原材料 0 原材料 0 原材料 0 原材料 0 原材料 0 锻压料临时库区域 蓝色虚线为加工件物流路径 改善前三车间物流路径图 -01 原材料 0 模具架 01 呆滞物料区 物料 物料 改善前三车间(开料 - 锻压)物(料)流路径 (图 01 ) : 1. 开料(锻料)岗位( ),开料后将加工料(物料 01 )放置 在三车间进门的左侧位置;从开料机到物料(物料 01 )放置区域, 物流路径 30 米 , 使用柴油叉车 ; 2. 锻压岗位( )将物料 01 ,搬运到锻压机 (锻压 01 号机) 待加工位置; 使用柴油叉车,物流路径 45 米 ,; 3. 锻压加工后,物料(锻压料 02 )从锻压岗位 (锻压 01 号机) 区域,移动(搬运)到锻压料临时库区(域); 物流路径 55 米,使用柴油叉车 。 备注:物料 01 (单重 8KG,250 支,每架 2000KG ) 锻压 01 锻料机 锯料 01 锯料 02 闲置设备 闲置设备 闲置设备 锻压 02 冷水塔 02 冷水塔 01 主通道( 3m ) 主通道 (3m) 次通道 1.2m 次通道 1.2m 岗位 02 岗位 01 料 01 料 01 料 01 原材料 00 原材料 0 原材料 00 原材料 0 原材料 00 锻压料 02 料 01 锻压料 02 锻压料 02 锻压料 02 改善后三车间物流路径图 -02 原材料 00 磨具架 模具架 改善后:三车间(开料 - 锻压岗位)物流路径图 ( 02 ) 1. 将目前的两台循环冷水塔,搬移到车间外面(如图 02 )。 2. 开料岗位 01 ( ),开料后将加工料放置右侧位置(物料 01 区域),(即当前锻压模具和冷水机位置区域),如图 02 位置;改用行车吊运,物流路径 3-8 米; 3. 锻压岗位 02 ( )将加工件从物料区域,就近移动(搬运)到锻压机加工位置;使用行车吊运;物流路径 3-8 米 3. 锻压加工后的,岗位员工将加工件从锻压岗位区域,移动(搬运)到锻压工作位左侧定置区域摆放整齐(即当前冷水塔区域位置);使用行车吊运物流路径 3-8 米, 备注:物料 01 (单重 8KG,250 支,每架 2000KG ), 改善后 效率与成本分析 (略) : 1. 不再使用柴油叉车;节约柴油叉车的油耗及叉车耗损(叉车折旧成本);减少排放污染,及降低车间马达噪音; 2. 物流(加工件)距离由 260 米 ( 130m*2=260m 柴油叉车往返距离) ,降低到 30 米 (使用现有 5000 公斤行吊 ) 。查看更多