- 2021-05-10 发布 |
- 37.5 KB |
- 11页


申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
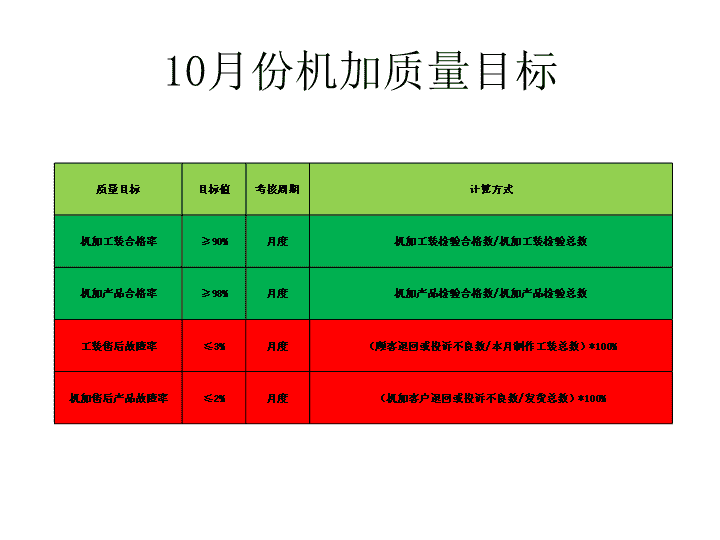
10月份机加月报PPT
10 月份机加质量目标 质量目标 目标值 考核周期 计算方式 机加工装合格率 ≥ 90% 月度 机加工装检验合格数 / 机加工装检验总数 机加产品合格率 ≥ 98% 月度 机加产品检验合格数 / 机加产品检验总数 工装售后故障率 ≤ 3% 月度 (顾客退回或投诉不良数 / 本月制作工装总数)* 100% 机加售后产品故障率 ≤ 2% 月度 (机加客户退回或投诉不良数 / 发货总数)* 100% 10 月份机加月报 10 月份 机 加生 产物 料零件质 量目标达成数据 成品检验 项目 批次 / 数量 检验数量 不良数 不良率 工装 机 加生产物料 57/9018 1405 16 1.14% 成品出货 项目 批 次 出货数量 客户投诉不良数 售后故障率 工装 机 加生产物料 57 9010 1 0.01% 10 月份机加制程异常汇总表 日期 系列 零件名称 图纸编号 批量 问题描述 处理措施 10 月 6 日 圆柱 1 DKGZ-QDHPTZJ-112 108PCS 数控车床加工时, M3 螺纹牙深底经偏小, TZ 环规检测 NG 。 把底经加大, TZ 环规检测 OK ,之前所做产品以分开,后续加强检测。 CAA 旋变挡圈 BYDCAA-PA02743B-C1 60PCS 磨床加工时,内圆锥形,要求 Φ38-0.048/-0.087 ,实测一边 37.923 ,另一边 37.963 ,锥形 0.04mm 。 技工已调机,保证在公差范围内。 10 月 7 日 e6A 插针 e6A-2102111 18PCS 数控车床加工时,总长过短,余量不足,要求总长 31.5+2 以上,实测 31.6 调整参数,把总长加大,实测 31.72 ,结果 OK 。 10 月 10 日 F3DM 传感器座 BYDF3DM-3541417 160PCS 尺寸超差。要求 37+0.3/-0.3, 实测 36.32 ,部分 27+0.2/-0.2 在粗加工测量尺寸是 28 ,导致在精加工时有台阶 已改善, OK 。后续加强检查。 10 月份机加成品异常汇总表 日期 产品名称 批数量 抽检数 不良数 不良率 判定 不良原因 处理结果 ( 备注 ) 最终判定 9 月 21 日 EHPS 三相出线接线座 52 20 7 35.00% NG 6.5 孔距偏离,尺寸已到 7.12 7PCS 不良已挑出报废,其余 45PCS;OK 合格 9 月 26 日 密封环 200 20 2 10.00% NG 1PCS 内槽未车到位返修 OK 、 1PCS 报废 1PCS 刀痕划伤严重报废 其余 OK 9 月 30 日 轴 109 20 2 10.00% NG 1PCS 返修 OK、1PCS 报废 1PCS 报废其余 OK 合格 10 月 9 日 支架 1 5 5 100.00% NG 折弯尺寸不合格 工程师让步接收 合格 10 月 9 日 支架 2 81 5 5 100.00% NG 折弯尺寸不合格 工程师让步接收 合格 10 月 12 日 前端盖 10 10 1 10.00% NG 尺寸不合格, 11.10+0.018/ 0 ;实测 11.14 NG 10 月 14 日 铜排支撑座上板 93 20 20 100.00% NG ¢ 6+0.02/ 0:5.97,5.98 工程师让步接收 合格 10 月 14 日 e6A- 挡油环 19 19 19 100.00% NG 变形 工程师让步接收 合格 10 月 22 日 后端盖 59 59 4 6.78% NG 1PCS 轴承位孔真圆度 0.10 , 3PCS 孔小 0.02 1PCS 报废, 3PCS 返修合格 合格 10 月份机加检验工作总结( - ) 针对 9 月份检验工作做以下简要总结: 机加检验注重从最源头管控品质,学习与了解电机、高压配电箱各零部件的装配结构与机械性能,认真做好各阶段零部件加工质量控制,最早发现问题(及时与相关工程师沟通、确认、评估、改善、优化) , 不生产不良品,杜决不良品流到下工序,本月加工的零部件如下: 1. 工装零件: K9 轮边检具、磁钢定位工装、旋变定子压圈、定位座、接插件工装、 CAA 油管接头、油冷器接头等 2. 量产零部件 : e6 ( EHPS 三相出线接线座、 EHPS 旋变转子定位销、 EHPS- 霍尔压板、后盖板、控制器后壳、 EHPS 旋变定子压板、 EHPS- 隔磁挡板、 EHPS- 转子固定销、接触端子 - 电机端、回位销、前端盖、铜排支撑座上板、 e6A- 挡油环、铜排 1 、铜排 2 、铜排 3 、线簧丝压紧帽、连接螺栓、维修开关端子接线端、支撑轴、弹簧限位顶座、弹簧限位底座、转轴、连接柱、单向结构片、接线端、 EHPS 铆钉、安全阀弹簧支座) ,F3DM (接线端、 M8 非标方螺母、接触端子 - 电机端、发电机水套密封盖、密封环、插针 - 带接触平面 - 通孔、线簧丝压紧帽、传感器座、电机铆钉), CAA( 起升电机铆钉、轴、接触端子 - 电机端、支架 1 、支架 1 、支架 2 、旋变挡圈、前端盖、后端盖、电磁阀座、控制器盒) 3. 研发零部件: TA 上箱体、 VTOG 上箱体、 TIG 上箱体、 TIG 下箱体等 10 月份机加检验工作总结(二) 检验工作完成情况: 研发、生产零部件成品检验 57 批次 9018PCS, 检验数 1405PCS 、不良数 14PCS 、不良率 1.14% ,成品出货 57 批次 9010PCS ,客户退回不良数 1PCS 、售后零件故障率 0.01% ;较好的完成了机加质量目标, 检测设备告,三座标,洛氏硬度计,维氏硬度计查看更多