- 2021-10-21 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
注塑件制程检验标准
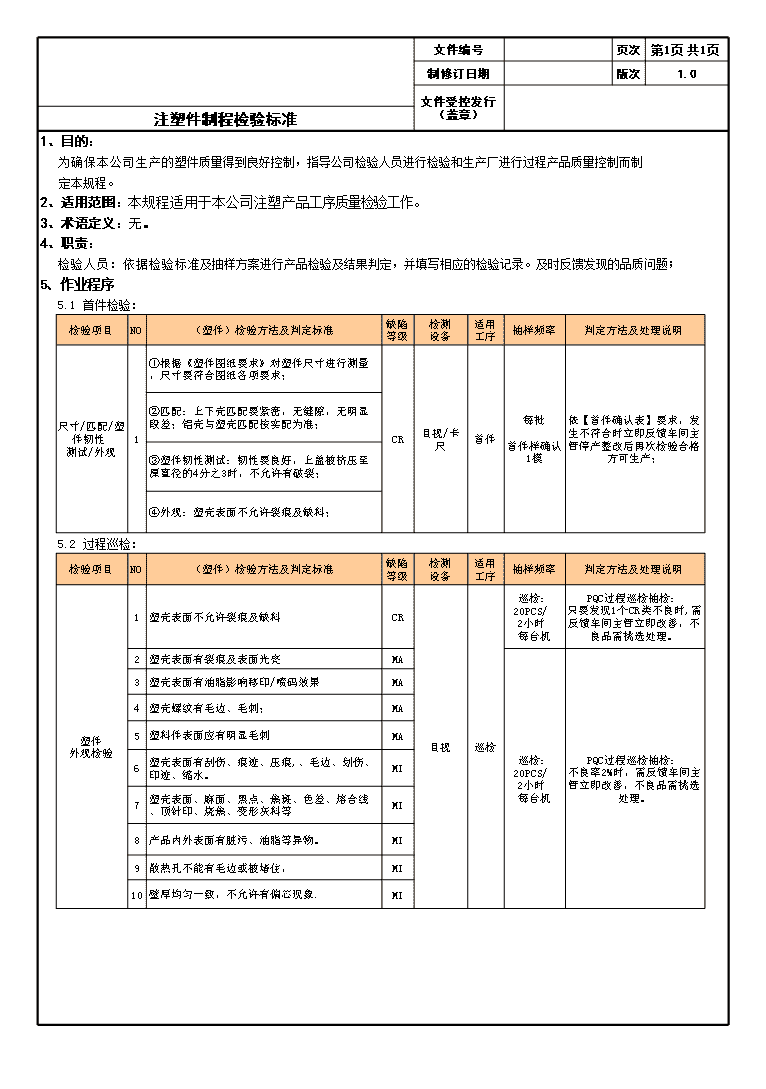
文件编号 页次 第1页 共1页 制修订日期 版次 1.0 "文件受控发行 (盖章)" 注塑件制程检验标准 1、目的: 为确保本公司生产的塑件质量得到良好控制,指导公司检验人员进行检验和生产厂进行过程产品质量控制而制 定本规程。 2、适用范围:本规程适用于本公司注塑产品工序质量检验工作。 3、术语定义:无。 4、职责: 检验人员:依据检验标准及抽样方案进行产品检验及结果判定,并填写相应的检验记录。及时反馈发现的品质问题; 5、作业程序 5.1 首件检验: 检验项目 NO (塑件)检验方法及判定标准 "缺陷 等级" "检测 设备" 适用工序 抽样频率 判定方法及处理说明 "尺寸/匹配/塑件韧性 测试/外观" 1 ①根据《塑件图纸要求》对塑件尺寸进行测量,尺寸要符合图纸各项要求; CR 目视/卡尺 首件 "每批 首件样确认1模" 依【首件确认表】要求,发生不符合时立即反馈车间主管停产整改后再次检验合格方可生产; ②匹配:上下壳匹配要紧密,无缝隙,无明显段差;铝壳与塑壳匹配按实配为准; ③塑件韧性测试:韧性要良好,上盖被挤压至原直径的4分之3时,不允许有破裂; ④外观:塑壳表面不允许裂痕及缺料; 5.2 过程巡检: 检验项目 NO (塑件)检验方法及判定标准 "缺陷 等级" "检测 设备" 适用工序 抽样频率 判定方法及处理说明 "塑件 外观检验" 1 塑壳表面不允许裂痕及缺料 CR 目视 巡检 "巡检:20PCS/ 2小时 每台机" "PQC过程巡检抽检: 只要发现1个CR类不良时,需反馈车间主管立即改善,不良品需挑选处理。" 2 塑壳表面有裂痕及表面光亮 MA "巡检:20PCS/ 2小时 每台机" "PQC过程巡检抽检: 不良率2%时,需反馈车间主管立即改善,不良品需挑选处理。" 3 塑壳表面有油脂影响移印/喷码效果 MA 4 塑壳螺纹有毛边、毛刺; MA 5 塑料件表面应有明显毛刺 MA 6 塑壳表面有刮伤、痕迹、压痕,、毛边、划伤、印迹、缩水。 MI 7 塑壳表面、麻面、黑点、焦斑、色差、熔合线、顶针印、烧焦、变形灰料等 MI 8 产品内外表面有脏污、油脂等异物。 MI 9 散热孔不能有毛边或被堵住, MI 10 壁厚均匀一致,不允许有偏芯现象. MI查看更多