- 2021-10-21 发布 |
- 37.5 KB |
- 1页
申明敬告: 本站不保证该用户上传的文档完整性,不预览、不比对内容而直接下载产生的反悔问题本站不予受理。
文档介绍
工装编号管理办法
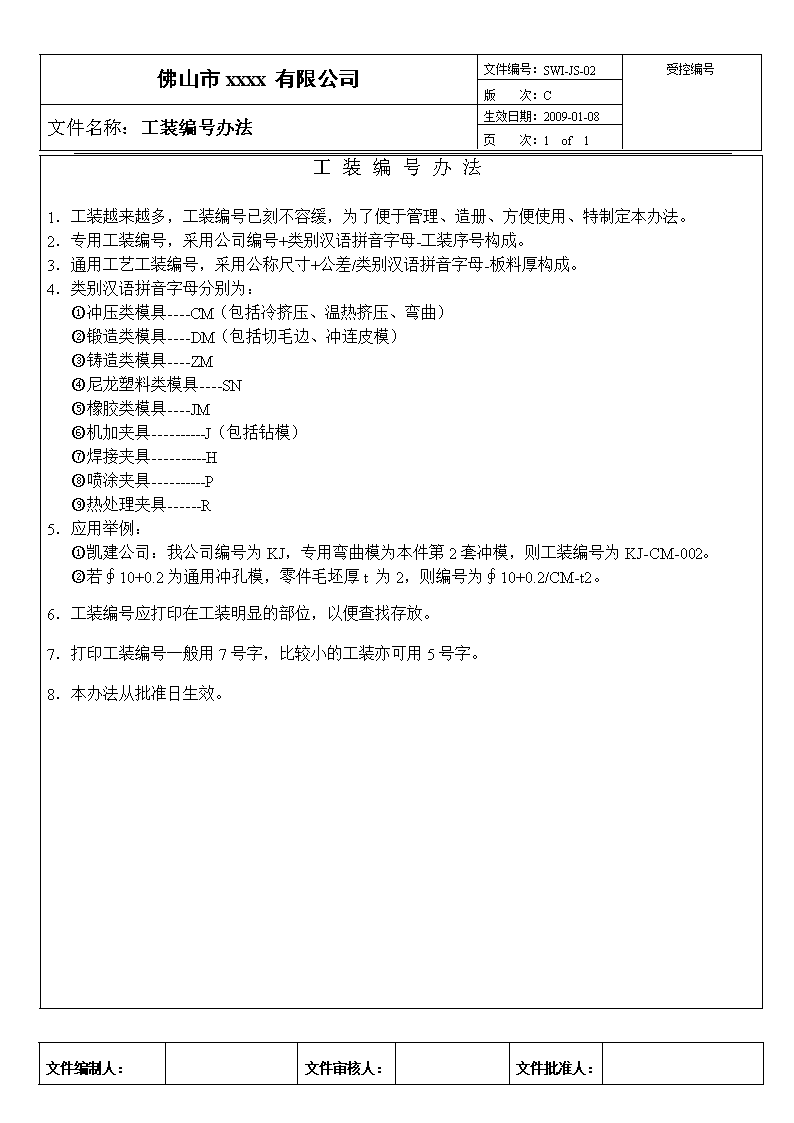
佛山市xxxx有限公司 文件编号:SWI-JS-02 受控编号 版 次:C 文件名称:工装编号办法 生效日期:2009-01-08 页 次:1 of 1 工 装 编 号 办 法 1.工装越来越多,工装编号已刻不容缓,为了便于管理、造册、方便使用、特制定本办法。 2.专用工装编号,采用公司编号+类别汉语拼音字母-工装序号构成。 3.通用工艺工装编号,采用公称尺寸+公差/类别汉语拼音字母-板料厚构成。 4.类别汉语拼音字母分别为: 冲压类模具----CM(包括冷挤压、温热挤压、弯曲) 锻造类模具----DM(包括切毛边、冲连皮模) 铸造类模具----ZM 尼龙塑料类模具----SN 橡胶类模具----JM 机加夹具----------J(包括钻模) 焊接夹具----------H 喷涂夹具----------P 热处理夹具------R 5.应用举例: 凯建公司:我公司编号为KJ,专用弯曲模为本件第2套冲模,则工装编号为KJ-CM-002。 若∮10+0.2为通用冲孔模,零件毛坯厚t 为2,则编号为∮10+0.2/CM-t2。 6.工装编号应打印在工装明显的部位,以便查找存放。 7.打印工装编号一般用7号字,比较小的工装亦可用5号字。 8.本办法从批准日生效。 文件编制人: 文件审核人: 文件批准人:查看更多